Как самостоятельно сварить ворота из профильной трубы
Важно знать правила работы с металлом и сваркой, чтобы ворота радовали глаз и выполняли свои прямые функции.Своими руками проще всего сделать распашную конструкцию, которая будет облицована профнастилом. Это позволит сэкономить на материалах. Разберемся, как своими руками сделать ворота из профильной трубы.
Читайте также: Как самостоятельно сделать ворота из металлопрофиля своими руками
Особенности самостоятельного изготовления ворот
Практически любой домашний мастер способен изготовить ворота из профильной трубы. Для этого ему нужно иметь минимум инструмента и знаний. Если у вас нет сварочного аппарата, то можно заказать сборку створок опытному сварщику, а своими руками выполнить остальные работы. Это позволит сэкономить часть средств.
Читайте также: Как делается автоматика для откатных ворот своими руками
Существует два варианта ворот из профильной трубы, которые можно сделать своими руками: находящиеся на въезде во двор и использующиеся для гаража.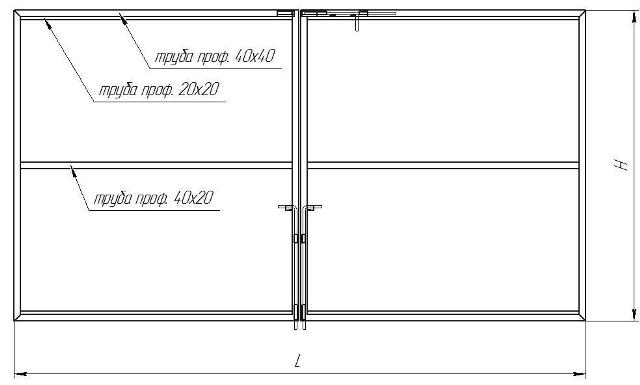
- выбранный дизайн;
- точность используемого эскиза или чертежа;
- верность замеров;
- использованный материал и фурнитура;
- качественный металл.
Опоры должны стоять строго вертикально, иначе под весом створок ворота будут самопроизвольно распахиваться. Идеальные ворота следует выполнить в едином стиле на всех въездах, чтобы они сочетались изготовленные из одинаковых материалов, будут смотреться эстетично. Красиво смотрятся ворота с элементами ковки, но их полностью самостоятельно сделать нельзя.
Из какой трубы делают ворота
Проще всего изготовить ворота из профильной трубы распашного типа. Для работы вам понадобится иметь под рукой материалы:
- профтрубы с сечением 6 на 6 сантиметров для опор;
- профильные трубы 4×2 см для рамки створок;
- несколько листов профнастила;
- уголок 4 на 4 см для перемычек;
- шариковые петли с сечением 2 см;
- листовую сталь с толщиной 2 мм для изготовления заглушек;
- саморезы;
- 2-сантиметровые трубы для запоров, петли;
- арматура или круглые трубки для изготовления фиксаторов.


Эти материалы помогут вам сделать стандартные распашные ворота. Основные инструменты для изготовления ворот: сварочный аппарат и электроды, болгарка для нарезки труб, шуруповерт для крепления листов профнастила.
Профилированный прокат делится на подвиды:
- изготовленные путем холодного или горячего проката;
- сварные или бесшовные.
Для изготовления рамных конструкций стоит использовать трубы с квадратным сечением, которые были сделаны без швов, они рассчитаны на большую нагрузку. Толщина их стенок должна быть не менее 2-х миллиметров. Не стоит экономить на металлическом прокате, так как от его качества зависит долговечность ворот. Не стоит использовать остатки металла от других строительных работ, так как это может привести к перекосу конструкции и ее быстрому разрушению. Допустимо лишь не заменять опоры забора, а усилить их.
Облегчить монтаж можно, если вы приобретете профнастил, по размеру совпадающий с длиной и высотой распашной створки. Вам не придется обрезать его или составлять при монтаже. Такой подход позволит сохранить антикоррозийную защиту кромок. Приобретайте крашеные листы марок НС-21 и С-20. Оцинкованные варианты менее привлекательны на вид, они стоят дешевле, но служат намного меньше.
Вам не придется обрезать его или составлять при монтаже. Такой подход позволит сохранить антикоррозийную защиту кромок. Приобретайте крашеные листы марок НС-21 и С-20. Оцинкованные варианты менее привлекательны на вид, они стоят дешевле, но служат намного меньше.
Мастера рекомендуют приобретать электроды марки АНО-21 с толщиной стержня 2-3 миллиметра. При работе важно обращать внимание на нагрев металла. Его перекаливание недопустимо.
Как провести подготовку
Расчет материалов и подбор нужных инструментов проводится на основании чертежа. Как правило, для изготовления стандартных ворот с шириной створки 3 метра необходимо приобрести 17 метров профильных труб и 2 листа профнастила. Если вы будете делать решетчатую конструкцию, то количество трубок увеличится, а из списка инструментов вам придется исключить шуруповерт. Если вы решили установить на ворота систему автоматического управления, то ее нужно включить в расчет именно на этом этапе.
Стандартные размеры ворот – высота 1,6 метра и ширина свыше 3-х метров. Обычно вместе с воротами устанавливается калитка, которая находится справа или слева от конструкции. Ее ширина должна быть не менее 1,5 метра, а высота – совпадать со створками.
Обычно вместе с воротами устанавливается калитка, которая находится справа или слева от конструкции. Ее ширина должна быть не менее 1,5 метра, а высота – совпадать со створками.
После того как вы подготовили эскиз и закупили материал, необходимо тщательно смотреть все трубы, чтобы выбраковать поврежденные. Если вы обнаружили коррозию на профильной трубе, то понадобится затереть ее жесткой щеткой или наждачной бумагой.
Следующий этап работ – раскрой материала. Если вы выбрали распашную конструкцию ворот, то необходимо разрезать детали попарно, вымеряя размеры до миллиметра. Если вы хотите украсить ворота коваными элементами, то их нужно купить заранее в специализированной мастерской. Кузнечное дело в домашних условиях не освоить. Для внешнего каркаса необходимо отрезать трубки под углом 45 градусов, а длинные стороны делать равными размерам, указанным на эскизах. Это чуть сложнее, но соединение станет более прочным.
Как правильно сварить ворота из профильной трубы
Наибольшее внимание при изготовлении нужно уделить каркасу ворот – правильной прямоугольной раме.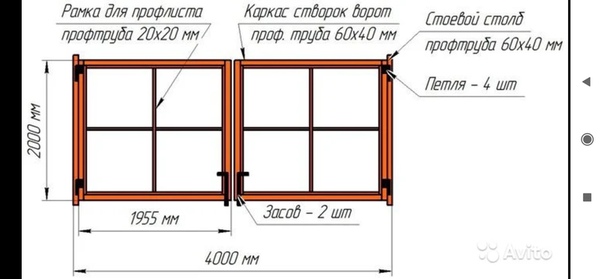 Чтобы не было перекосов, ее следует собирать на горизонтальной поверхности. Лучше всего, если у вас будет специализированное сварочное оборудование, включающее не только аппарат, но и стол. Правильный прямоугольник каркаса поэтапно собирается так:
Чтобы не было перекосов, ее следует собирать на горизонтальной поверхности. Лучше всего, если у вас будет специализированное сварочное оборудование, включающее не только аппарат, но и стол. Правильный прямоугольник каркаса поэтапно собирается так:
- уложите на стол 4 трубы для рамы;
- выровняйте срезы;
- проверьте их угольником;
- прихватите их сваркой;
- проверьте правильность углов и простучите молотком трубки, чтобы выровнять их;
- наложите сварные швы под током 50-60 А.
Электрод нужно вести по направлению к себе, с отклонением от вертикали на 10-15 градусов. Для наложения шва следует делать челночные движения поперек стыка трубок. Расстояние от электрода до металла должно быть всего несколько миллиметров. После завершения варки нужно убрать окалины и затереть швы.
После изготовления прямоугольника нужно приварить к нему перекладины, которые добавят конструкции жесткость и помогут сократить вероятность перекоса при монтаже и эксплуатации.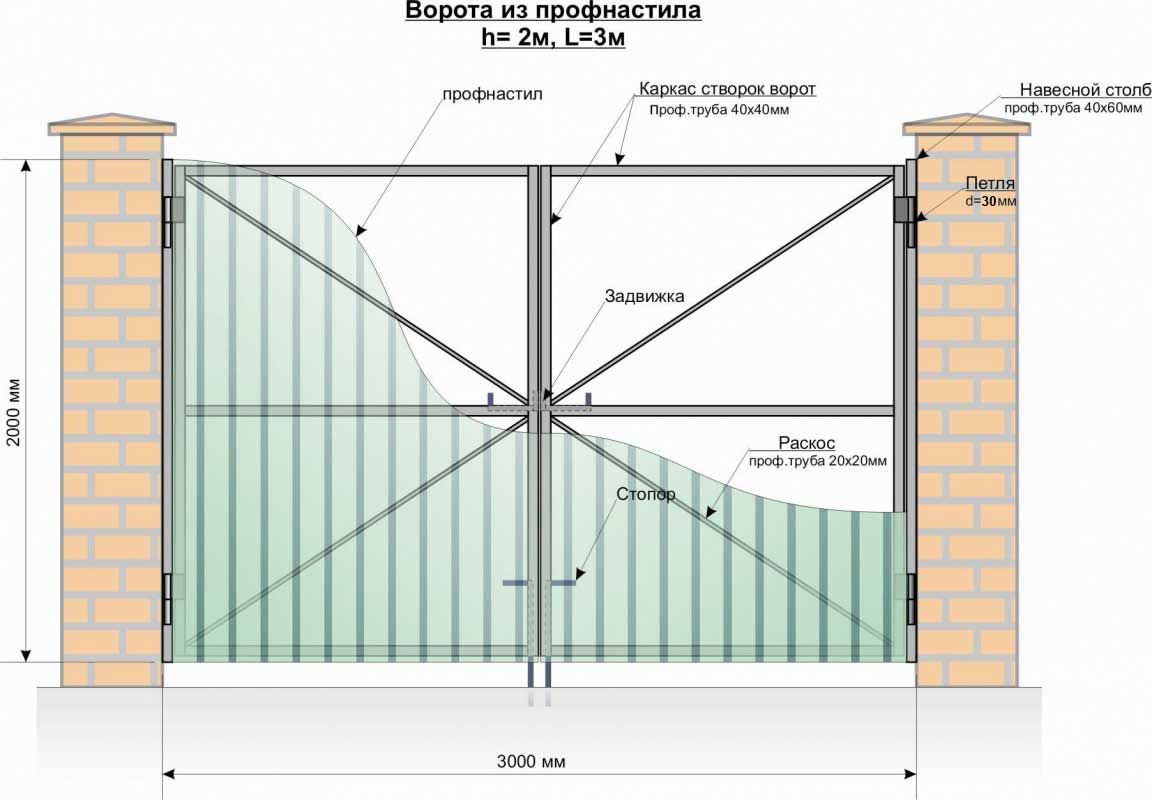 Длина каждой перекладины при раскрое должна быть на 40 миллиметров меньше от заявленной высоты створки. Вы можете сделать диагональные перекладины. Вне зависимости от конструкции створок ворот, их нужно отглушить сверху и снизу при помощи стальных отголовков. Усилить конструкцию можно металлическими уголками. Завершает изготовление приваривание петлей.
Длина каждой перекладины при раскрое должна быть на 40 миллиметров меньше от заявленной высоты створки. Вы можете сделать диагональные перекладины. Вне зависимости от конструкции створок ворот, их нужно отглушить сверху и снизу при помощи стальных отголовков. Усилить конструкцию можно металлическими уголками. Завершает изготовление приваривание петлей.
После изготовления ворота из профильной трубы обшиваются профнастилом и устанавливаются на опоры. Для этого к ним нужно приварить вторые части петлей. Окончательный этап работ – создание запоров, для которых необходимо выровнять створки и приварить стальные дуги.
Ворота из профнастила своими руками: фото, чертежи
Ворота из профнастила по праву считаются самыми популярными, благодаря своим преимуществам среди аналогов, одно из которых – их можно изготовить своими руками.
Достоинства и виды ограждений из профнастила
Самостоятельно изготовить ворота можно из различных материалов, их выбор будет зависеть от суммы предполагаемых расходов, выбранного дизайна и мастерства хозяина участка. Многие из владельцев загородных строений при этом отдают свое предпочтение профиллированному листу, и это неудивительно, ведь выполненные из профнастила не только забор, но и ворота, обладают многими достоинствами:
Многие из владельцев загородных строений при этом отдают свое предпочтение профиллированному листу, и это неудивительно, ведь выполненные из профнастила не только забор, но и ворота, обладают многими достоинствами:
- экономичность;
- прочность и долговечность;
- простота в изготовлении;
- легкость;
- большое разнообразие декора.
По способу открытия ворота из профиля разделяются на распашные и откатные. Каждый из данных видов имеет свои преимущества, а также и недостатки в использовании.
Распашные ворота
Данная разновидность ворот из профнастила наиболее проста для самостоятельной установки. Распашная конструкция представляет собой две стойки, на которые фиксируются створки, обшитые металлическим профилем. Готовые ворота должны двигаться плавно, безо всяких препятствий в ходе использования.
Распашные створки можно сделать таким образом, чтобы они открывались вручную либо в автоматическом режиме. При этом электропривод встраивается в данный вид ограждения в основном на промышленных территориях, где идет активное движение транспортных средств.
Распашные ворота доступны и просты в установке, однако, у них имеется и существенный недостаток – необходимо наличие свободного пространства, чтобы полностью открыть створки.
Откатные ворота
Самыми удобными в использовании считаются откатные ворота, так как более функциональны.
Для справки! Их конструкция делается таким образом, что створки отъезжают в сторону при открытии, что позволяет экономить пространство.
Кроме того, после установки такого ограждения у владельца территории будет отсутствовать необходимость расчищать место от снега для открытия створок в зимний период года. Однако, несмотря на существенные достоинства, которыми характеризуются откатные ворота перед распашными, у них имеются и недостатки:
- установка обойдется дороже;
- закладка фундамента должна происходить по более сложной схеме;
- требуется приобретение специальных комплектующих материалов.
Такое ограждение в основном оборудовано автоматикой, вручную открывать и закрывать данную разновидность ворот крайне неудобно.
Как выбрать подходящий профиллированный лист?
Такие листы производятся различной толщины, жесткости и цветового исполнения, поэтому каждый сможет подобрать материал, подходящий к общему экстерьеру участка. Для грамотного выбора, следует знать, каким образом листы маркируются.
Профнастил с-18.
Профнастил НС35.
Профнастил Н-57 полиэстер 0,5 мм.
От степени жесткости, которая определяется высотой «ребер», зависит и маркировка. Она расшифровывается следующим образом:
- «С» – профнастил с небольшой толщиной и малой высотой «ребер». Такой материал применяют для возведения различных ограждений.
- «НС» – более плотный материал, который используется при строительстве крыш, ворот и заборов.
- «Н» – самый тяжелый и плотный профиллированный лист, который в основном применяется в установке ангаров. Для использования в качестве материала для ворот такая маркировка нежелательна.
Помимо толщины и плотности материала в маркировке указывается высота «ребер». Наиболее подходящими для изготовления ворот считаются С8 и С10, где цифры указывают на высоту «волн» в миллиметрах.
Наиболее подходящими для изготовления ворот считаются С8 и С10, где цифры указывают на высоту «волн» в миллиметрах.
Оцинковка – не единственный слой, которым покрываются стальные листы при изготовлении профнастила. Кроме него, на материал кладут полимерный слой, защищающий поверхность от механических повреждений. Он имеет различные расцветки, и выбрать наиболее гармонирующий к забору и постройкам на участке можно по фото в каталогах, предлагаемых в специализированных супермаркетах.
Процесс установки распашных ворот
Прежде чем сделать крепкие ворота из профнастила своими руками, следует подготовить чертеж с указанием точных размеров. При этом необходимо учесть вид автотранспорта, который будет проезжать через возведенную конструкцию, а также наличие калитки.
Кроме тщательного составления чертежа, потребуется заранее закупить и обработать материал для работы, а также приготовить необходимые инструменты:
- профильные трубы разного сечения;
- металлические уголки;
- профиллированные листы;
- саморезы, болты, заклепки;
- цемент;
- грунтовка и краска по металлу;
- электроинструменты;
- сварочный аппарат.
Перед началом работ профильные трубы следует осмотреть на наличие дефектов, зачистить коррозийные места наждачной бумагой и нарезать на части, в соответствии с размерами, указанными в чертеже конструкции.
Важно! Профнастил также необходимо заранее подготовить – разделить по частям. Чтобы это сделать, можно воспользоваться услугами опытных специалистов или произвести нарезку самостоятельно с помощью болгарки или ножниц по металлу.
Установка опоры
В случае, если ворота из профнастила требуется установить на забор с готовыми металлическими столбами, то каркас ограждения можно зафиксировать прямо на них. Чтобы это проделать, к существующим опорам привариваются петли, и собранная стальная конструкция вешается на них.
Если же каркас приходится возводить с самого начала, процесс установки столбов выглядит другим образом:
- Измеряется требуемое расстояние и ставится разметка с учетом расчетов в чертеже.
- Роются 2 округлые ямки под фундамент, ширина которых составляет около полуметра, а глубина – не менее одного метра.
- Дно ямок засыпается песком или мелким щебнем и тщательно утрамбовывается.
- В подготовленные лунки ставятся опорные столбы строго в вертикальном положении, добиться которого можно при помощи строительного уровня. Их можно временно зафиксировать кусками арматуры, чтобы они не отклонялись в стороны.
- Столбы заливаются бетонным раствором.

Для полного затвердевания смеси необходимо выждать несколько недель, после чего приступать к дальнейшему выполнению установочных работ.
Изготовление рамы
Ворота из профнастила своими руками чертежи, схемы, инструкция
Содержание статьи:
- 1
Установка ворот из профнастила своими руками - 2
Реальный пример изготовления ворот из профлиста - 3
Проекты ворот из профлиста
Ворота из профнастила различаются по виду открывания створок и делятся на распашные, откатные и подъемные.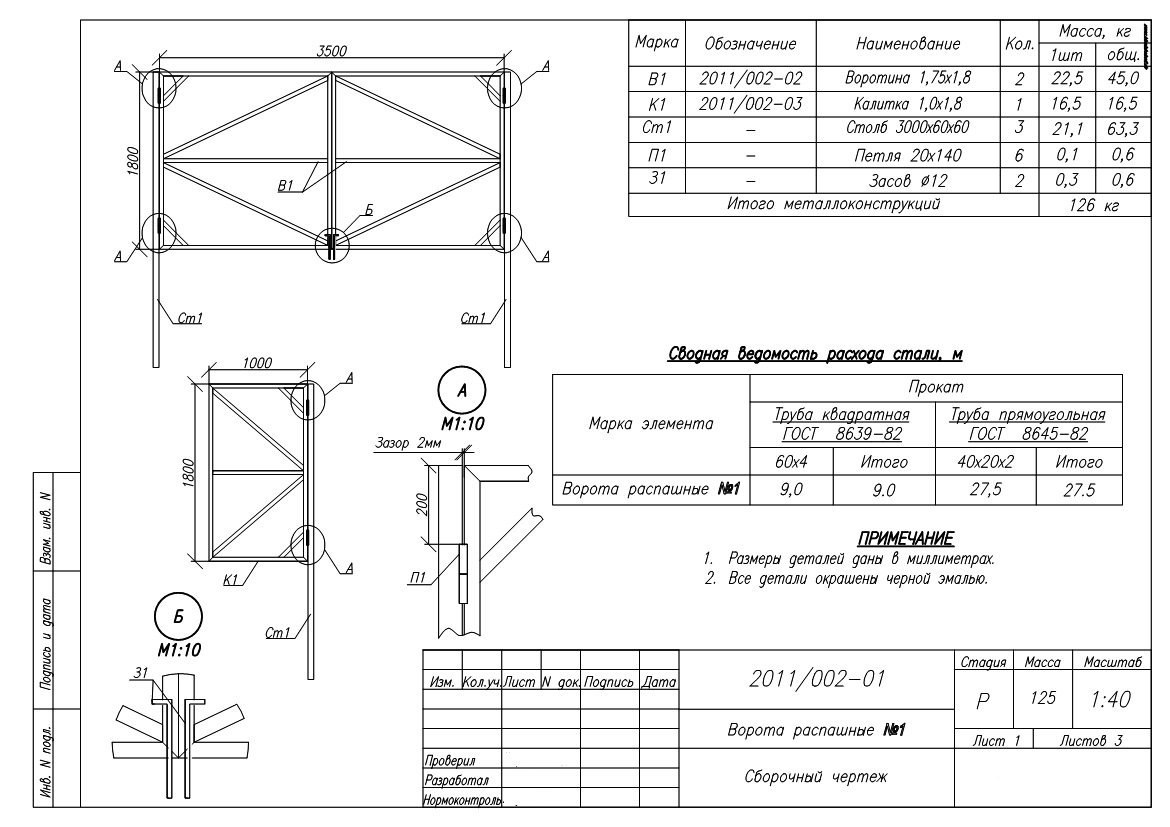 Мы рассмотрим самый простой вариант, не требующий для изготовления большого опыта. Ворота из профлиста, сделанные своими руками можно изготовить с небольшими материальными и трудовыми затратами, однако, выглядеть они будут стильно и красиво, если правильно подобрать цвет и дизайн.
Мы рассмотрим самый простой вариант, не требующий для изготовления большого опыта. Ворота из профлиста, сделанные своими руками можно изготовить с небольшими материальными и трудовыми затратами, однако, выглядеть они будут стильно и красиво, если правильно подобрать цвет и дизайн.
Установка ворот из профнастила своими руками
Распашные ворота – самая простая и распространенная конструкция ворот, используемая на частных земельных участках. Ворота из профлиста легко сварить и установить своими руками, имея даже минимум инструментов и навыков, нужно лишь четко следовать инструкции.
Стандартные распашные ворота состоят из двух опор и двух створок, которые соединяются между собой и закрываются на замок, задвижку или при помощи другого фиксатора.
ворота из профнастила. Чертежи
Чтобы приступить к изготовлению ворот, нужно составить чертежи ворот из профлиста, рассчитать количество необходимых материалов, крепежа и правильно подобрать инструменты.
Чтобы сварить опорные столбы для ворот потребуется толстостенная труба 60х60х3х3000 мм. Сечение трубы можно выбрать любое, оно не влияет на качество опор и подбирается только исходя из их доступности.
Для каркаса ворот потребуется труба прямоугольного сечения 40х25х2х6000 мм. Из нее варим прямоугольные рамы, к которым в будущем будет крепиться профнастил. После того, как рамки готовы, их прикрепляют на воротные петли к установленным столбам. В месте смыкания створок предусматривается запорное устройство.
После установки конструкции можно приступить к покраске каркаса ворот. Для этого зачищаем поверхности при помощи болгарки, покрываем грунтовкой в 2 слоя и краской такого же цвета, как выбранный профнастил для обшивки. Ту часть столбов, что будет находиться под землей, необходимо покрыть гидроизоляционной краской, чтобы защитить от коррозии при соприкосновении с влажной землей.![]()
Столбы устанавливаются в подготовленные, пробуренные отверстия в грунте и бетонируются бетоном М200 или М250. Глубина фундамента для ворот из профлиста должна быть не менее 1,5 метров и диаметром от 25 см. Чтобы избежать перекоса ворот по прошествии некоторого времени, можно дополнительно соединить столбы монолитным бетонным ригелем.
После того как бетон высохнет, рама каркаса ворот с лицевой стороны зашивается профнастилом с нахлестом равным ширине одной волны. Об этом нужно помнить при расчете количества необходимых материалов. В качестве крепежа используются кровельные саморезы или заклепки из стали, чтобы избежать коррозии в месте соприкосновения разных металлов.
В последнюю очередь устанавливается запорное устройство. При необходимости наносится краска на поврежденные при монтаже места ворот.
ворота из профнастила своими руками. Видео
Реальный пример изготовления ворот из профлиста
Распашные ворота из профнастила – одно из наименее затратных и надежных решений, к тому же легко воплощаемых за короткий срок своими руками. Изготовление ворот – несложный процесс, который требует лишь внимательного изучения инструкции и нужных инструментов. Обычно, чтобы не занимать лишнего места на участке при открывании ворот, створки делают распахивающимися в сторону улицы.
Изготовление ворот – несложный процесс, который требует лишь внимательного изучения инструкции и нужных инструментов. Обычно, чтобы не занимать лишнего места на участке при открывании ворот, створки делают распахивающимися в сторону улицы.
Чтобы изготовить распашные ворота из профлиста своими руками необходимо:
Определиться с размерами конструкции и начертить схему установки ворот из профлиста. Стандартные проемы для проезда автомобилей обычно делаются 4 или 6 метров. В любом случае нельзя делать ворота уже 4-х метров, так как необходимо как минимум место для маневра, а во-вторых в будущем, возможно придется пропустить через ворота машину намного шире, чем вы имеете сейчас.
ворота из профлиста своими руками. Чертеж
На чертеж нужно нанести все размеры, чтобы не запутаться в процессе изготовления и правильно выбрать количество материалов. Чем тяжелее и объемнее конструкция, тем большего диаметра нужно будет подобрать трубы для каркаса ворот. Внутренние перемычки можно делать из профиля меньшего диаметра, так как нагрузка на него существенно ниже, чем на внешние элементы.
Внутренние перемычки можно делать из профиля меньшего диаметра, так как нагрузка на него существенно ниже, чем на внешние элементы.
Пробурить в грунте ямы, диаметром чуть больше диаметра опорных столбов. Чтобы столбы надежно были закреплены в грунте, яму нужно засыпать щебенкой на 10 см. Она будет выполнять роль подушки фундамента для ворот из профлиста, выставить по уровню столбы ворот и забетонировать. Чтобы цемент как следует схватился, нужно оставить конструкцию в покое дней на 6-7.
После застывания бетона к столбам привариваются каркасные трубы забора. После окончания работ с каркасом ворот они закроются профлистами.
Ворота из профнастила своими руками пошагово. Фото
Далее согласно чертежу изготавливается прямоугольная рама для ворот. На этом этапе важно четко разметить и аккуратно сварить каждый угол, чтобы ворота не имели перекосов и неровностей в местах сварки. Перед окончательной сваркой нужно проверить насколько хорошо подходят створки ворот друг к другу, после чего швы завариваются и зачищаются.
На этом этапе важно четко разметить и аккуратно сварить каждый угол, чтобы ворота не имели перекосов и неровностей в местах сварки. Перед окончательной сваркой нужно проверить насколько хорошо подходят створки ворот друг к другу, после чего швы завариваются и зачищаются.
Дополнительно укрепить каркас и придать ему еще большую жесткость можно при помощи металлических уголков. Они привариваются по внутреннему периметру рамы. После этого к каркасу привариваются внутренние перемычки, разделяющие раму на равные прямоугольники. Перемычки так же укрепляют ворота, кроме того к ним крепятся листы профнастила.
Аналогично изготавливается каркас для калитки. Если она расположена рядом с воротами, то ширина створки обычно равна 80 см, а высота соответствует высоте самих ворот. Другой вариант, когда калитка делается внутри одной из створок ворот, по типу гаражной. Такая калитка имеет намного меньший размер.
Монтаж ворот начинается с установки перекладины между опорными столбами. Перекладина выставляется по уровню, на нее ставятся ворота и проверяется уровень. Для начала ворота нужно зафиксировать веревкой, чуть приподняв середину ворот в месте смыкания створок. Середина ворот должна быть приподнята на расстояние около 3-5 см.чтобы зафиксировать ворота в этом положении можно использовать небольшую доску соответствующей высоты или другой подходящий предмет. После завершения работ на створки в этом месте будет действовать сила тяжести и они сами опустятся на эту величину.
После того, как уровень проверен, прихватываем с помощью сварки петли к столбам, обращая внимание на то, что часть петель со штырем крепится на створки, а без него к столбам ворот. Петли обязательно привариваются на одном уровне с профилем, не выступая за него и не проваливаясь. На этом этапе нужно осторожно проверить как открываются и закрываются ворота. После проверки можно будет приварить петли окончательно, а чтобы зафиксировать ворота от съема над верхней частью петли приваривается обрезок уголка.
На этом этапе нужно осторожно проверить как открываются и закрываются ворота. После проверки можно будет приварить петли окончательно, а чтобы зафиксировать ворота от съема над верхней частью петли приваривается обрезок уголка.
как сделать ворота из профнастила своими руками. Фото
Когда сварочные работы закончены, швы окончательно зачищаются, каркас покрывается краской для защиты от коррозии и ржавчины. Краской так же покрываются и опорные столбы. Особенное внимание нужно уделить той части, что будт находиться под землей, чтобы защитить металл от разрушения под воздействием внешней среды.
Для крепления профнастила лучше всего использовать кровельные саморезы. Шляпки саморезов легко можно подобрать под цвет профлиста.
Листы профнастила вырезаются по форме ворот с учетом нахлеста в одну волну. Со стороны внешних краев делаем прорези для петель, делаем предварительную разметку и закрепляем листы, следя за аккуратностью работ.
Со стороны внешних краев делаем прорези для петель, делаем предварительную разметку и закрепляем листы, следя за аккуратностью работ.
Устанавливаем замки и запоры.
На этом изготовление и установка ворот из профлиста своими руками закончена. Если при монтаже возникли повреждения каких-то частей ворот, то необходимо еще раз подкрасить ворота, чтобы избежать коррозии металла при эксплуатации. После того, как вы попробовали изготовить свои ворота сами, вы могли убедиться, что большая часть расходов при изготовлении ворот приходится на трудовые затраты, а несколько часов, потраченных на изготовление ворот с лихвой окупаются как в денежном эквиваленте, так и возможностью создать и сделать своими руками индивидуальный дизайн для своих ворот.
Проекты ворот из профлиста
Еще на стадии проекта можно придумать особый дизайн створок или колонн и внести небольшие изменения в чертежи ворот из профлиста. Главное, что процесс изготовления при этом практически не усложняется, зато в итоге получается гораздо более интересное оформление проездного проема.
Главное, что процесс изготовления при этом практически не усложняется, зато в итоге получается гораздо более интересное оформление проездного проема.
Распашные ворота из красного профнастила выполнены с элементами художественной ковки. Благодаря столбам с декоративными наконечниками и неровному верхнему краю ворота выглядят стильно и естественно. Подойдут к дому практически в любом стиле, кроме хай-тек.
Двухстворчатые распашные ворота из коричневого профнастила с черной рамой украшены декоративными элементами в центре створок и острыми наконечниками по верхнему краю. Ворота устанавливаются в стандартный проем, калитка прорезана в одной из створок.
Откатные ворота из зеленого профнастила гармонируют с кирпичными столбами и выполнены из того же материала, что забор. Простое и стильное решение в этом случае обеспечивает надежную защиту дома от взлома и посторонних глаз.
Двухстворчатые распашные ворота изготовлены в том же стиле, что забор. Ворота украшает элемент декоративной ковки. Коричневый профнастил в сочетании с кирпичными опорами – классическое решение, делающее забор не только надежным, но и красивым.
Ворота украшает элемент декоративной ковки. Коричневый профнастил в сочетании с кирпичными опорами – классическое решение, делающее забор не только надежным, но и красивым.
Откатные ворота из профнастила – простое и надежное решение для защиты участка. С уличной стороны ворота обшиты профнастилом, цвет которого легко подобрать под цвет забора или опор. При желании на створку устанавливается автоматика, которая сделает открывание и закрывание ворот еще более удобным.
откатные и распашные ворота из профнастила, расчет забора для частного дома. Как сделать по чертежам своими руками?
Любой владелец частного дома или дачи знает, как важно наличие надежного забора вокруг здания. В последнее время популярным материалом для его изготовления является профилированный настил. Он имеет привлекательный и солидный внешний вид, может надежно защитить участок и владельцев от непрошеных гостей, а его стоимость доступна для большинства людей.
В статье будут рассмотрены особенности заборов из указанного материала, их виды, а также даны подробные инструкции по самостоятельному изготовлению ограждений из профилированного настила.
Особенности
Прежде всего перечислим основные отличительные черты забора с воротами из профлиста или калиткой, изготовленной с его использованием.
-
Профилированный лист является легким строительным материалом. Вес квадратного метра не превышает 8 килограммов, что значительно облегчает работу с ним. К тому же за счет такой характеристики отпадает необходимость возведения мощных поддерживающих листы конструкций.
-
Несмотря на легкость материала, профлист отличается высокой прочностью.
Она достигается за счет выпуклых ребер, которые образовываются в процессе профилирования, тем самым обеспечивая надежность конструкции. -
Установить забор из профлиста не составит труда даже для неопытного строителя. Для того чтобы лист был надежно закреплен, достаточно присоединить его к 2-3-м лагам при помощи специальных саморезов.
-
Профилированный лист, несмотря на прочность, довольно хорошо режется и сгибается. За счет этого можно подогнать будущий забор под необходимую высоту.
-
Благодаря особой технологии изготовления материала конструкции из профлиста отличаются долговечностью и устойчивостью. На производстве изделие обрабатывается антикоррозионным покрытием, лишь только потом осуществляется декоративная покраска. Гарантия изготовителя довольно длительная – от 15 до 30 лет. Однако рекомендуется периодически проверять забор на предмет механических повреждений, и принимать меры к их оперативному устранению.
-
Привлекательный внешний вид забора. Современные производители предлагают большой ассортимент профилированных листов с различными характеристиками плотности, цвета и фактуры. Любая из выбранных разновидностей этого материала будет хорошо смотреться в составе ограждения.
 Она достигается за счет выпуклых ребер, которые образовываются в процессе профилирования, тем самым обеспечивая надежность конструкции.
Она достигается за счет выпуклых ребер, которые образовываются в процессе профилирования, тем самым обеспечивая надежность конструкции.
Обзор видов
В зависимости от особенностей установки заборы из профлиста могут быть разных видов, например, с откатными (или с раздвижными) воротами и с распашными воротами.
А также ограждения из указанного материала могут различаться по расположению лагов и перемычек, например, заборы со съемными или капитальными перемычками.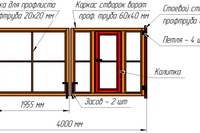
Далее будет приведена более подробная характеристика каждого вида.
По конструкции
Заборы с откатными или раздвижными воротами из профлиста. Они представляют собой ограждения с открывающейся частью, которая передвигается вдоль забора. Основным достоинством такого типа является экономия пространства. Особенно актуальна такая характеристика для земельных участков небольшой площади.
Но следует учитывать, что установка подобной конструкции отнимет значительное количество времени и средств. Забор этого вида должен иметь особенно надежную опору, поэтому перед его монтажом рекомендуется залить прочный фундамент. Это позволит равномерно распределять нагрузку, которую создает подвижная часть, на забор.
Заборы с распашными воротами. Эта разновидность является одной из самых популярных, она проста в установке, не требует значительных финансовых затрат, и поставить ее можно самостоятельно. К тому же подобная конструкция является довольно прочной. Забор с распашными воротами из профлиста представляет собой ограждение, двери которого открываются внутрь или наружу.
Однако при выборе такой модели, следует помнить, что для открытия и закрытия створок ворот требуется значительное количество свободного пространства, наличием которого могут похвастаться лишь единицы.
Такая конструкция не всегда удобна в использовании – например, зимой, когда выпадает большое количество снега, открыть створки будет чрезвычайно неудобно, ведь придется сначала расчистить снежные завалы. Помимо этого, при ветреной погоде необходимо быть особенно внимательным при закрытии ворот. Нередки случаи, когда внезапно распахнувшимися створками повреждались рядом стоящие транспортные средства.
Помимо этого, при ветреной погоде необходимо быть особенно внимательным при закрытии ворот. Нередки случаи, когда внезапно распахнувшимися створками повреждались рядом стоящие транспортные средства.
Чтобы не тратить физических усилий для приведения в действие механизмов ворот, их открытие и закрытие можно автоматизировать. Необходимые для этого комплектующие приобретаются в крупных строительных магазинах.
По расположению перемычек
Съемные перемычки. Они используются для того, чтобы укрепить забор, придать ему дополнительную устойчивость, не нарушая внешний вид. Даже самая устойчивая конструкция не защищена от влияния на нее подвижности грунта. Вследствие этого забор начинает наклоняться и крениться набок. Съемная перемычка, устанавливаемая между несущими столбами ворот, предотвращает нежелательные микросдвиги. За счет того что удерживается она болтами, которые при необходимости можно с легкостью демонтировать, проблемы проезда грузового или другого крупногабаритного транспорта на территорию участка, не возникнет.
Даже самая устойчивая конструкция не защищена от влияния на нее подвижности грунта. Вследствие этого забор начинает наклоняться и крениться набок. Съемная перемычка, устанавливаемая между несущими столбами ворот, предотвращает нежелательные микросдвиги. За счет того что удерживается она болтами, которые при необходимости можно с легкостью демонтировать, проблемы проезда грузового или другого крупногабаритного транспорта на территорию участка, не возникнет.
Капитальные перемычки. Устанавливаются они также между стойками ворот забора. В отличие от съемных перемычек, снять их без повреждения ограждениях не представляется возможным. Однако за счет более прочного соединения с конструкцией они выполняют функцию поддержки и придания устойчивости забору наилучшим образом. Такие перемычки не ослабнут и не расшатаются с течением времени.
Как сделать своими руками?
Красивые ворота из профилированного листа для забора частного дома можно без большого труда соорудить самостоятельно.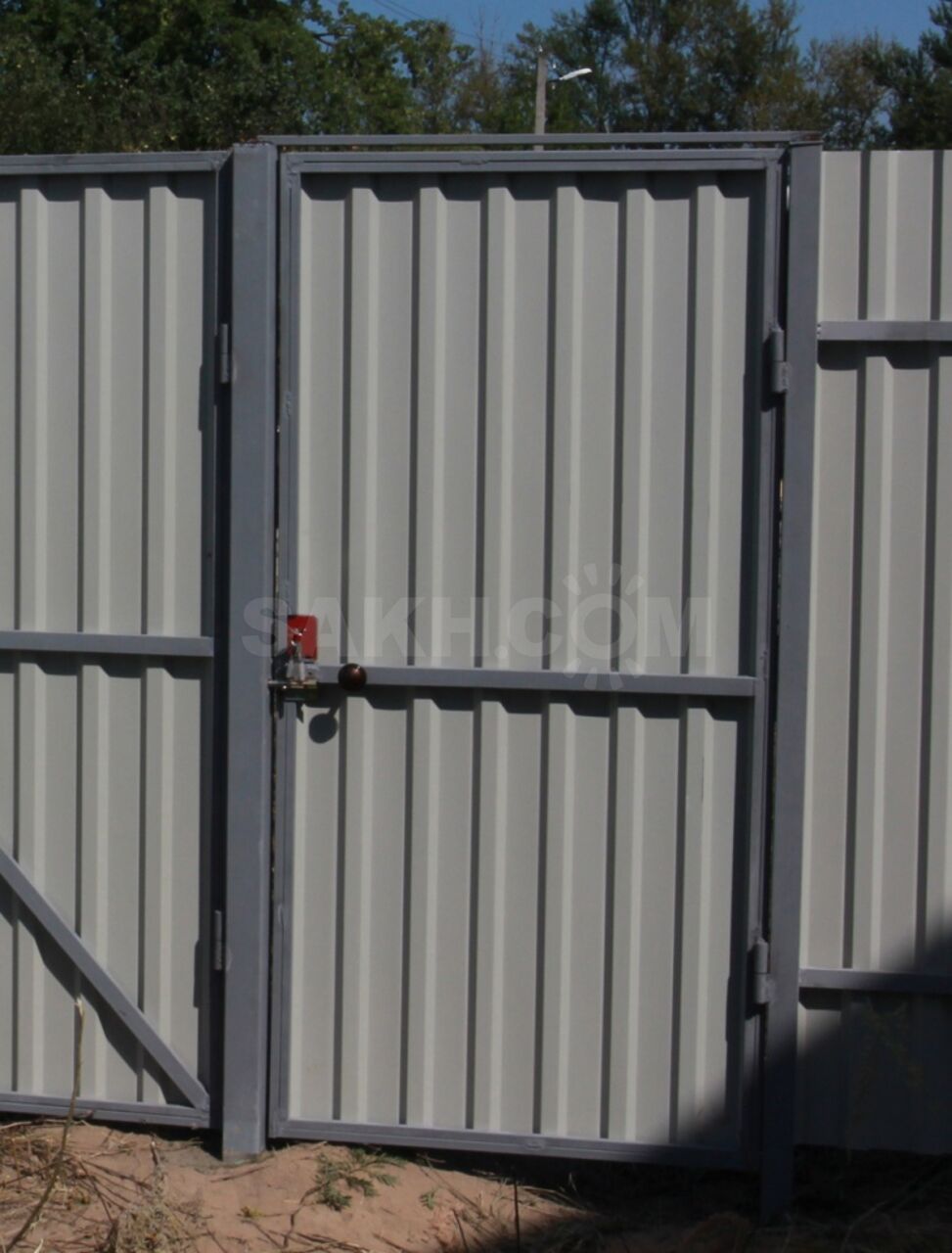 Главное – составить план действий и четко его придерживаться. Сделать это поможет изложенная далее информация.
Главное – составить план действий и четко его придерживаться. Сделать это поможет изложенная далее информация.
Подготовка
Первое, что необходимо сделать на данном этапе – это подобрать подходящие плотность, цвет и фактуру профлиста в соответствии со своими потребностями и требованиями. После этого нужно снять мерки, произвести расчет длины, ширины и высоты будущих ворот. Ширину нужно подбирать в зависимости от габаритов автомобилей, которые предположительно будут проезжать сквозь ворота. Высота может совпадать с размерами, которые предлагает изготовитель профлистов (стандарт 2-2,2 метра).
Когда это будет выполнено, для наглядности и понимания последующих действий следует составить на листе бумаги простой схематичный чертеж с указанием на нем размеров конструкции.
Далее можно переходить к постановке опорных конструкций.
Опоры
Наиболее простой и надежный способ установки опор для ворот из профилированного листа – это выкапывание углубления в земле садовым буром или лопатой и последующее бетонирование столбов. Чем глубже будет яма, тем больший объем бетона будет необходимо в нее залить. Оптимальная глубина – это одна треть от длины опорного столба.
Дно углубления нужно посыпать смесью из щебня и крупного песка примерно в 30 сантиметров толщиной. Такая подушка защитит металл от воздействия влаги и минусовых температур. Саму опору перед бетонированием стоит обработать антикоррозионным покрытием – это продлит срок ее службы.
Устанавливать опорную конструкцию необходимо строго в вертикальном положении. Любое отклонение грозит перекосом и нарушением всей конструкции. Во избежание ошибок следует пользоваться строительным уровнем. Только после точного замера можно переходить к заливке цементом.
Опорные столбы должны быть защищены от воздействия влаги не только снаружи, но и изнутри. На их верхушки нужно поместить специальные накладки или просто залить полость трубы цементом.
Каркас
Это один из важнейших этапов изготовления ворот из профилированного листа. От того, насколько правильно он будет выполнен, зависит внешний вид и функциональность будущего изделия.
После того как опоры будут надежно закреплены, можно переходить к изготовлению рамы будущих ворот. Имеет смысл перед этим еще раз перепроверить правильность выполненных расчетов, ведь после того как каркас будет готов, изменить параметры ворот будет уже нельзя.
Заранее подготовленный металл нужно разрезать на элементы рамы. Оптимальный угол, под которым они будут свариваться, должен составлять 45 градусов. Это обеспечит наиболее надежное скрепление деталей.
Полученные заготовки необходимо очистить от ржавчины и прочих загрязнений, а после этого приступать к сварке. Для того чтобы иметь возможность проверить правильность скрепления, можно сначала наживить детали, и только потом уплотнить их сплошным швом.
Когда все детали будут надежно сварены, нужно зачистить швы, загрунтовать и почистить каркас.
Укладка профнастила
Выполнение этого этапа не отличается особенной сложностью, но и тут нужно знать несколько правил монтажа профилированных листов. Укладывать покрытие можно как с одной, так и с обеих сторон каркаса. Для фиксации листов используются специальные саморезы или заклепки. Первые наиболее практичные, так как они исключают возможность попадания влаги в отверстия, а значит, продлевают срок службы ворот. Но заклепки практически незаметны на воротах, особенно если они покрашены под цвет покрытия.
Монтаж ворот
Когда все составляющие ворот готовы, можно приступать к их объединению в общую конструкцию. Прикручивается профнастил через нижние волны ко всем перемычкам (как горизонтальным, так и диагональным). Между собой листы соединяются через верхние выпуклые части путем наложения друг на друга.
Не обойтись без дополнительных комплектующих деталей – замков и креплений. Современные производители предлагают широкий ассортимент навесных, накладных или врезных замков. Установка любого вида не отличается особенной сложностью. Их необходимо установить как посередине, так и снизу створок. Это обеспечит равномерную нагрузку на ворота, а также более надежную защиту от взлома.
Следуя несложным правилам, вполне возможно за несколько дней самостоятельно изготовить забор с воротами из профнастила.
На это не потребуется много сил и финансовых вложений, а служить подобная конструкция будет довольно долго.
Как сделать забор с воротами из профлиста, смотрите в видео ниже.
Ворота из профлиста своими руками – этапы выполнения работ + Видео
Если вы построили вокруг своего загородного участка ограду из профилированного настила, вполне логичным выглядит то, что вы решили сделать и ворота из профлиста своими руками, чтобы создать единую, внешне весьма привлекательную ограждающую конструкцию.
1 Профлист для ворот – почему именно этот материал?
Современные застройщики в большинстве случаев выбирают именно профилированный лист для строительства оград и ворот, так как он обладает многими достоинствами. Производят его на промышленных предприятиях по технологии холодной прокатки из стальных листов, которые с двух сторон обрабатывают защитной оцинковкой. Она предохраняет готовое изделие от преждевременного разрушения и коррозии.
Кроме того, сейчас на оцинкованный лист добавочно наносят и особый полимер, который делает эксплуатационные параметры профлистов еще более качественными. Примечательно, что полимерное покрытие выполняется различными цветами, что позволяет создавать любые по расцветке ограждающие конструкции и ворота с калиткой из профлиста.
Описываемые нами изделия, как было сказано, характеризуется рядом преимуществ, выделяющих их из богатого ассортимента иных строительных материалов, применяемым для монтажа оград и ворот. Среди таких преимуществ отдельно хочется выделить следующие:
- малый вес: разумные затраты на транспортировку материала и упрощенные монтажные работы;
- долговечность конструкций из профнастила: подобные ограждения служат не менее 25 лет;
- доступная цена при уникальных свойствах материала;
- экономия на обслуживании конструкций из профилированных листов: их не нужно регулярно красить, так как они не подвержены ржавлению и не выгорают под солнцем;
- возможность подобрать идеальный цвет и текстуру, которые не будут диссонировать с отделочными элементами дома и придомовой территории.
А главное – ограду из профлиста можно устанавливать самостоятельно, не тратясь на услуги специалистов строительной сферы.
2 Как сделать распашные ворота из профлиста – чертежи, особенности конструкции
Ворота из интересующего нас материала могут быть откатными либо распашными. Чаще всего в частном строительстве возводятся ворота второго типа, так как их проще монтировать, да и в процессе эксплуатации они требуют намного меньше внимания к себе. Подобные распашные конструкции допускается устанавливать так, чтобы их открывание осуществлялось внутрь либо наружу. Конкретный вариант выбирает владелец загородного участка, исходя из своих запросов и предпочтений.
Каркас двух створок ворот делают чаще всего из стальных профилей сечением 80 на 80 или 80 на 100 миллиметров с достаточно большой толщиной стенок (около 7 миллиметров). Допускается изготавливать опоры и из других материалов, например из:
- балки швеллерной (гнутого швеллера) толщиной не менее 16 мм;
- цельного круглого деревянного бревна сечением от 20 и более сантиметров;
- бруса из прочной древесины с размерами 150х150 мм.
Жесткость конструкции обеспечивается применением металлических уголков 50 на 50 миллиметров. Размеры створок определяются с учетом того, какие автотранспортные средства будут заезжать на ограждаемый участок. Если через ворота планируется движение грузовиков, рекомендованная длина их проема составляет 6 метров. Если же на участок будут приезжать исключительно легковые машины, вполне достаточно длины ворот в 4 метра.
Профессиональные строители советуют, прежде всего, составить точный чертеж места размещения и протяженности конструкции, на основании которого выполняется расчет необходимого количества материалов и расходных элементов, требуемых для обустройства ворот с калиткой. Также по чертежу нужно производить нарезку металлических профилей, а затем и выполнять их соединение друг с другом в общую конструкцию.
Грамотная сборка створок зависит от того, насколько точно вы сможете создать прямоугольный каркас, идеально подогнав между собой все его элементы. Чтобы это ответственное мероприятие прошло без сучка и задоринки, необходимо выполнять операции подгонки на максимально ровной рабочей поверхности, которая к тому же должна быть негорючей, так как на ней предстоит осуществлять сварку.
Кроме того, следует изготовить из двух перпендикулярных друг другу брусков (деревянных) спецприспособление, предназначенное для формирования прямых углов. Его закрепляют на плоскости, где впоследствии будет выполняться стыковка деталей створок при помощи сварочных работ. Очень важно ответственно производить сварку каркаса таким образом, чтобы диагонали створок имели одинаковую длину.
Также нужно повышенное внимание уделять показателю вертикальной прочности створок. Не забывайте о том, что они обязаны при эксплуатации выдерживать и свою массу, и вес профилированных листов, из коих состоят ворота, и дополнительно массу крепежных элементов (саморезов). Чтобы добиться требуемой прочности, желательно привнести в конструкцию створок горизонтальные элементы (например, соединить по диагонали противоположные их углы). Особенно это важно, когда речь идет о воротах длиной более четырех метров.
3 Поэтапная схема монтажа ворот и калитки из профилированных листов
Сначала выбирают три места (для калитки – одно, для ворот – два), на которых необходимо смонтировать вертикальных опоры. Ставят их со стойками ограды в одном ряду в достаточно глубокие ямы (около одного метра) сечением не менее 20 сантиметров. Такие ямы проще всего подготавливать при помощи бура.
В пробуренные в земле отверстия на 15 сантиметров засыпают щебень либо гравий, которые после тщательной трамбовки будут выполнять функцию опорной подушки. Перед тем, как помещать столбы в ямы, потребуется сделать бетонный раствор из гравия (четыре части), песка (две части), цемента М400 (одна часть) и воды. Его заливают сразу после приготовления в ямы, куда строго вертикально устанавливают стойки из металла. Если вы хотите перестраховаться и обеспечить максимальную устойчивость опор, к их нижним частям можно приварить несколько горизонтальных стальных труб малых сечений или металлических уголков.
После монтажа стоек должна пройти пара дней, в течение которых бетонный раствор полностью засохнет. Затем можно смело приступать к процессу подгонки стоек и створок ворот. Последние ставят на бруски из дерева либо на кирпичи, отмечают на стойке точку монтажа нижней петли, привариваемую после этого к опоре.
Присоединив все петли (по две на каждую створку) с помощью сварки, приступайте к навешиванию створки. Аналогичные мероприятия производятся и со второй створкой, а также с калиткой. Обязательно требуется осуществить приваривание крайних стоек к опорам ограды с целью увеличения жесткости конструкции. Спецы, кроме всего прочего, советуют дополнительно повысить жесткость ворот путем соединения опорных столбов между собой по их верхним краям посредством горизонтальных металлических изделий.
Затем производится покраска всех деталей созданной конструкции. Последняя же стадия монтажа ворот – это установка на их каркас профилированных листов с применением:
- болтов и гаек;
- саморезов.
Длина крепежа зависит от толщины профиля на створках и высоты волны профнастила. Для облегчения процесса соединения листов с профилями нужно проделать в них отверстия, а затем уже устанавливать болты.
Каркас ворот под профнастил: советы для распашных створок
Если возведённый вокруг участка забор выполнен из листов профнастила, то не стоит даже задумываться о том, каким материалом можно обшить каркас будущих въездных ворот. Возможно, остались лишние профилированные листы для обшивки каркаса. Или жесть возможность сделать заказ на изготовление листов металлического профиля тех же цветов и размера, что и листы, которые использовались для обшивки забора. Таким образом можно существенно сэкономить на самостоятельно сборке конструкции, нежели чем делать ворота на заказ.
Структура и конструкция воротного портала
Структура ворот из профнастила
На первый взгляд задача по самостоятельному изготовлению и монтажу въездного портала кажется сложной. Особенно, если навык в монтаже и сварке отсутствует. На самом деле обзавестись таким навыком не составит большого труда. Всё, что потребуется для начала – это умение точно производить расчёты и внимательно отнестись к выбору материала под будущий каркас и обшивку. Разумеется, не стоит забывать о про дополнительные материалы и прочую важную атрибутику: саморезы, ручки, петли и т.п.
Обычно, ворота состоят из двух створок, открывающихся вовнутрь или наружу. Каркас для каждой створки изготавливается отдельно из металлопрофиля. Для периметра используют уголок размерами 50×50мм. Он обеспечивает хорошую жёсткость для конструкции, а потому считается наиболее приемлемым вариантом.
Схема калитки ворот
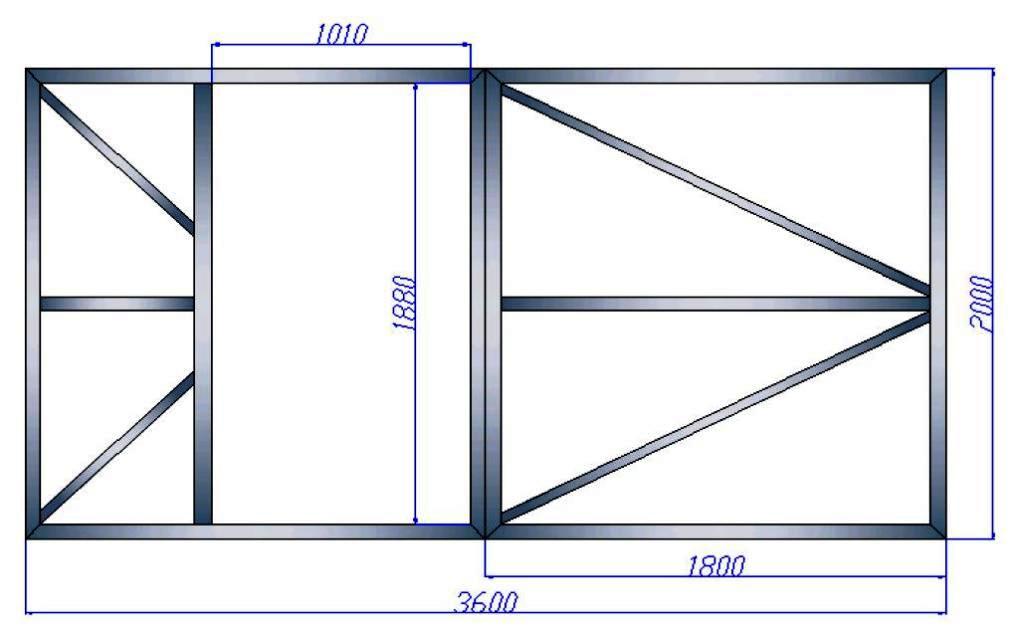
Для проведения более точных расчётов материала потребуется определить параметры створок, их высоту и длину. Для этого необходимо определиться, для каких автомобилей будет использоваться данный въезд на территорию участка. Если речь идёт об обычных легковых автомобилях, то 4 м в длину будет достаточно. А вот для грузовых машин проём придётся расширять вплоть до 6-6,5 м. Следовательно, размеры створок могут быть по 2-3 м в длину каждая. Оптимальная высота ворот для легковых автомобилей – 2-2,2 м.
Примечание: Перед тем, как приступить к изготовлению деталей, необходимо тщательно проработать чертежи с точными параметрами каждой детали, учитывая сечение профиля.
Чертёж стандартных ворот под профнастил
Лишь после произведения всевозможных расчётов можно приступать к следующему этапу – нарезке профнастила по выбранной схеме.
Процесс соединения листов из металлопрофиля
Процесс соединения производится на ровной поверхности. Это необходимо для того, чтобы с точностью выложить на поверхности будущий каркас ворот по чертежу, тем самым создавая прямоугольную конструкцию.
Сварка каркаса
Для сварки на поверхности не должно быть горючих элементов. Для достижения прямых углов заранее следует обзавестись уголками, собранными из двух перпендикулярно скрепленных деревянных брусков.
При неправильной сварке элементов каркаса длины диагоналей створок будут различаться. Чтобы этого не допустить, деревянный уголок крепится к плоскости, где будут вестись сварочные работы. Сначала детали стыкуются и прихватываются, после чего можно переходить к другому месту. Лишь после прихватывания всех элементов допускается капитальное обваривание.
Процесс капитальной обварки каркасных комплектующих
Важно помнить следующее правило: створки должны будут выдержать не только собственный вес каркаса, но и листы профнастила. К этому следует прибавить малозначимый, но всё же вес дополнительных строительных материалов и атрибутики, а также погодные условия (сильный ветер, метель и т.п.).
Для создания дополнительной вертикальной жёсткости каркаса добавляют различные горизонтальные элементы. Например, если створки ворот достаточно широкие, по горизонтали из одного конца в другой устанавливаются дополнительные балки, которые и обеспечивают жёсткость.
Увеличение вертикальной жёсткости за счёт добавления горизонтальных элементов
Калитка из профнастила: технология изготовления
Технология по сварке калитки под профнастил аналогична. Правда, используемые профили немного меньше в размере воротных. Собирается конструкция по заранее продуманной схеме, в случае, если речь идёт об отдельно стоящей калитке. Если говорить о встроенной в одну из створок ворот, в таком случае дополнительные расчёты производить не придётся. Разве что те, которые не были указаны на первоначальном плане распашных. Проще говоря, калитка – это та же створка ворот, только в уменьшенном размере.
Распашные ворота с калиткой
Петли привариваются уже непосредственно к готовой конструкции (что к воротной створке, что к калитке). Пренебрежительно относиться к работе по их установке не следует. Потому как именно эти детали отвечают за дальнейшее удобство в эксплуатации воротной конструкции. Именно от правильности их установки зависят безопасность сооружения и лёгкость открывания и закрывания калитки и створок ворот.
Проведение монтажных работ по установке ворот с предлагающимися чертежами
Монтаж воротного каркаса
Установка каркаса под обшивку профнастилом происходит в несколько этапов.
- Определение места под устройство вертикальных стоек. В случае, если портал для въезда с калиткой, устанавливается три столба. Глубина ямы – до 100 см. Ширина в диаметре около 20 см. Если позволяет почва, можно воспользоваться садовым буром. Это значительно упростит и ускорит работу.
- Далее дело за установкой опорной подушки. Для этого на дно ямы насыпается щебень. Рекомендуется использовать щебень мелкий для создания более плотной подушки под опору.
Работа с бетономешалкой
- Замес раствора из бетона. На 1 порцию бетона потребуется 4 порции мелкого щебня и 2 порции песка. Сухие компоненты смешиваются, добавляется вода, замешивается густой раствор. Самостоятельно замешать большой объём не получится. На данном этапе можно обратиться к помощи бетономешалки.
- Опорная стойка погружается в яму в строго вертикальном положении (ля их установки может понадобиться лишняя пара рук), заливается бетонным раствором. В случае, если свободных рук на горизонте не наблюдается, можно предварительно приварить к основанию столба 3-4опорные пластины, которые будут выступать в качестве ножек, тем самым можно будет упрочнить их вертикальное положение.
Бетонирование столба опорного с использованием каркаса из арматуры
- В зависимости от времени года и климатических особенностей региона, бетонный раствор должен застыть и хорошо просохнуть. Как правило, если осадков не наблюдалось, бетонный раствор будет высыхать не менее 3 суток. Для удобства можно воспользоваться арматурным каркасом, который позволит дополнительно упрочнить конструкцию.
- После того, как бетонный раствор окончательно просох, можно приступать к подгонке створок. Для проведения подгоночных работ створка устанавливается на подстановку. В качестве подстановочной базы может использоваться деревянный брус или кирпич.
Подгон ворот по высоте створок
- Минимальное количество петель на одну сторону створки – 2 штуки. В зависимости от высоты заезда и длины створок, конечное количество петель может варьироваться от 3и выше.
- Для укрепления воротной конструкции от воздействия ветра можно установить верхнюю балку. Однако такой способ хорош исключительно при обустройстве въезда для легковых автомобилей.
Установка петель для ворот
Профнастил – преимущества перед другими материалами для обшивки каркаса
- В сравнении с прочими материалами для обшивки каркаса, профнастил является наименее тяжелым. При чём, благодаря его малой массе удобство в работе с материалом, а также доставкой прибавляет материалу дополнительный «плюс».
Размер листов профнастила
- Цветовая гамма и текстура листов. Нет ни одного другого материала для обшивки полотна портала для въезда, который мог бы похвастаться столь обширным выбором по цвету. Въездной портал, забор, калитка и некоторые другие элементы, схожие по цвету и текстуре однозначно украсят внутренний ландшафт территории.
Цветовая гамма листов профнастила
- Экономия на лакокрасочных материалах. Настоящие листы из профнастила не выгорают на солнце и не теряют своей яркости. Следовательно, растрачиваться ежегодно на покраску не будет необходимости.
- Долговечность. Неприхотливые в уходе и не требующие особого ремонта, листы из металлического профиля не потребуют замены ближайшие 20-30 лет. Чего нельзя сказать, например, о древесине, сэндвич-панелях и т.п.
- Низкая стоимость в сравнении с прочими стройматериалами.
Ворота, калитка и забор из профнастила
Установка профнастила: заключительный этап монтажных работ
Укладка листов металлического профиля производится методом внахлёст: это обеспечит дополнительную жёсткость конструкции. Существует два способа крепления панелей металлического профиля:
- Саморезами по металлу;
- Болтовым соединением.
Болты для второго способа крепления листов металлического профиля подбираются по длине, равной высоте волны панели. Болт должен незначительно превосходить длину и толщину волны листа.
Крепление металлопрофиля
Примечание: для скрепления металлических панелей болтовым соединением необходимо разметить и просверлить отверстия перед установкой листов.
На этом все работы по установке и обшивке портала для въезда официально можно считать законченными. Лишь разобрав по полочкам все этапы и ознакомившись с информацией по установке заградительной конструкции с калиткой можно согласиться с мнением специалистов, что монтаж воротного портала – процесс несложный.
Готовые ворота из профнастила
При выборе материала для воротного портала и в процессе эксплуатации следует помнить о следующих вещах:
- Первое время необходимо наблюдение за тем, чтобы ворота не проседали и находились в одной плоскости с забором и калиткой (если она установлена отдельно, а не встроена в воротную конструкцию).
Распашные ворота с обшивкой из профилированного листа
- Нельзя забывать о ручках и замке – они должны быть максимально удобны в эксплуатации в любое время года. Поэтому ежегодный уход за петлями, замком и ручками должен войти в привычку.
- Если во дворе узкие проходы, имеет смысл устанавливать створки с открыванием наружу, за пределы территории.
- Сочетание цвета забора и портала въезда условие не обязательное, но вполне приемлемое и часто встречаемое. Перед тем, как заказать листовой материал для обшивки, можно поиграть с вариантами декора. Возможно, сочетание панелей различных цветов будет смотреться гармонично и дополнять прочие элементы уличного декора.
Ворота и калитка из профнастила
Декорирование готовой конструкции кованными элементами
Несмотря на то, что профилированные панели сами по себе выглядят достаточно празднично благодаря яркому полимерному покрытию, дополнительно их можно декорировать кованными элементами.
Интересно выглядят варианты декорирования листового металла полимерным пластиком. Небольшие разноцветные вставки, закреплённые на воротном портале за кованными элементами, выглядят волшебно, ярко переливаются в солнечных лучах.
Ворота с обшивкой из профлиста с кованными элементами и вставками из поликарбоната
Для того, чтобы полностью украсить ковкой забор, калитку и портал для въезда автомобилей, необходимо устанавливать металлические листы таким образом, чтобы выступали края рамы. Именно на них должен привариваться кованный узор.
Узорная ковка
На данный момент существует огромное количество профильных строительных магазинов, готовых предоставить готовые кованные элементы для декорирования заградительных сооружений. Несмотря на огромный выбор в городских магазинах, есть возможность заказать украшения из ковки через интернет из других городов или стран.
Кованые элементы на заказ
Разумеется, стоимость практически ювелирной работы достаточно высока, однако она того стоит. Если делать узорную ковку на заказ по собственному дизайну, выйдет гораздо дороже. Чем быстрее и качественнее необходимо изготовить кованные узоры, тем дороже это обойдётся.
Кованые украшения
Вконтакте
Google+
Как контролировать коробление листового металла на сварном соединении с помощью Gene Winfield
Размещено: 15 апреля 2015 г. Автор: MattM
Среди энтузиастов и даже некоторых профессионалов существует неправильное представление о сварке листового металла. Дело в том, что независимо от того, насколько вы хороши или осторожны, металл БУДЕТ коробиться, когда вы свариваете листовой металл. Мы слышали все приемы из книги, но ни один из них полностью не остановил деформацию; только уменьшите или контролируйте его. Секрет в том, что тепло и охлаждение от сварки в некоторой степени сжимают металл вокруг сварного шва.Единственный способ обратить искривление — растянуть его обратно. Лучший способ изменить это положение — это ударить по сварному шву тележкой, чтобы вытянуть металл обратно. Джин Уинфилд овладел техникой строгания сварных швов или «сваркой молотком» (современный жаргонный термин, мы знаем, что термин кузнец технически означает нечто иное!) За те годы, когда сваривал листовой металл кислородно-ацетиленом. Я решил попросить Джина быстро дать инструкции по этому процессу, и он был достаточно любезен, чтобы позволить мне снять короткое видео процесса, поскольку он описал, как он это делает.Ниже представлена моя сокращенная версия процесса.
Вначале я скажу, что знаю, что технический термин «сварка молотком» — это старый кузнечный термин, согласно которому металл был нагрет до такой степени, что можно было буквально сколоть два куска металла вместе. НО , с годами этот термин трансформировался и теперь также используется для описания процесса сварки двух металлических частей вместе и выравнивания плоского сварного соединения, пока оно еще не остыло.
Двумя типами сварных швов, которые легко поддаются сварке молотком, являются кислородно-ацетиленовая сварка и сварка TIG.Это потому, что они остаются мягкими и их можно шлифовать и придавать им форму, как основной металл. Сварные швы MIG обычно хрупкие и тверже основного металла. Они также ОЧЕНЬ быстро остывают, давая вам очень маленькое окно, где они достаточно мягкие, чтобы по ним можно было забить. Кислородно-ацетиленовые швы — самые мягкие из всех пучков, но контролировать нагрев панели при сварке может быть ОЧЕНЬ сложно. Чем больше вы нагреете панель, тем сильнее вы деформируете металл и тем больше придется долбить и раскатывать металл.
Gene демонстрирует этот процесс на рубке Shoebox Ford 1950 года на выставке World of Wheels 2015 в Чикаго.Металл вокруг заднего окна был целиком построен из четырех отдельных частей, и их нужно было сварить. Джин упоминает, что он начинает с того, что как можно плотнее устанавливает панели перед сваркой. Он поделился советом: делайте панели немного больше, чем нужно, и позволяйте им перекрывать друг друга. Затем вы можете приварить периметр панелей, чтобы они оставались на месте во время работы. Затем возьмите тонкий отрезной круг и отрежьте лишнее, что лежит под ним. Это позволяет нижней части сидеть заподлицо с другой панелью, а также ее можно зажимать и сваривать с минимальным зазором между панелями, при этом общая форма остается неизменной.
Когда панели стыкуются, а края прихваточны, Джин начинает сваривать шов с помощью тонкого пламени и присадочного стержня 1/16. Расплавляя основной металл, он проталкивает присадочный стержень в шов на несколько дюймов.
Затем он удерживает пламя на сварном шве, чтобы он оставался горячим, и меняет присадочный стержень на опорную тележку. Тепло от сварки шва панели уже начало усадку на сварном шве и начало спадать. Он берет опорную тележку и ударяет ею изнутри вверх, чтобы выбить из шва большое провисание, затем быстро толкает вверх тележку на шве и меняет резак на молоток с поперечным зубилом.
Затем он довольно сильно ударяет тележкой по сварному шву. Вы можете услышать отчетливый звон от молотка, ударяющего тележку по металлу. Если вы не слышите звон, вам нужно сильнее надавить на тележку или убедиться, что она находится по центру под областью удара. Этот процесс выполняется, когда сварной шов становится почти докрасна, чтобы металл легче растянулся. Что происходит, так это то, что сварной шов и прилегающий к нему металл испытывают сильное напряжение из-за молекул металла, которые конденсируются в сфокусированной области из-за сильного нагрева и охлаждения сварки.Помещая металл между тележкой и качающимся молотком, вы медленно вытягиваете металл, каждый раз ударяя по нему (представьте, как замесить тесто для пиццы). Это расслабляет металл и выравнивает сварной шов, что в конечном итоге позволяет контролировать деформацию панели. Это очень важно, чтобы сохранить форму панели, которую вы свариваете. Это можно сделать после того, как металл остынет, но для перемещения металла потребуется больше работы и времени.
Некоторые люди любят делать перерывы между сварками, чтобы дать металлу остыть, или прыгать по панели, чтобы она не слишком сильно нагрелась.Я также видел, как некоторые высококлассные сварщики и строители вагонов сваривали шов за один проход. Сварной шов становится волнистым и неравномерным из-за разницы в зоне термического влияния сварного шва. Что это значит? Если вы приложите больше тепла к одному участку сварного шва, чем к другому, или если вы сварите дольше на одном участке, чем на другом, зона термического влияния изменится, как и величина коробления панели. Таким образом, если у вас есть сварщик TIG и вы можете быстро передвигаться, вы можете сваривать шов непрерывно, сохраняя при этом небольшую зону термического влияния по всей панели.Это означает, что деформация одинакова по всему шву, и требуется равная степень строгания, чтобы сварной шов расслабился и вернулся к желаемой форме. Я бы не советовал пробовать этот метод, пока вы ОЧЕНЬ не уверены в своих навыках работы с металлическими неровностями и сваркой.
Джин мастерски контролирует нагрев и поднимает сварной шов вверх. Ему нравится продолжать движение, чтобы закончить работу быстро, и прокомментировал, что после того, как сварной шов будет полностью заварен молотком, он вернется с молотком, тележкой, надфилем и медиаторами, чтобы точно настроить любые небольшие низкие точки.Он будет обрабатывать панель до тех пор, пока металл не будет готов для нанесения свинца, наполнителя или грунтовки и не станет соответствовать форме детали, которую он сваривает.
Как и все остальное, у каждого свой способ атаковать проект, но я думаю, что каждый может что-то вынести, наблюдая за работой опытного изготовителя металла или сварщика. Как говорит Джин: «Каждый день — это школьный день»!
-Matt / EW
Новый способ сварки листового металла
Старый способ не работал в Nu-Way Industries Inc., Дес-Плейнс, Иллинойс.Крупному производителю листового металла по индивидуальному заказу потребовался новый метод сварки, чтобы заменить традиционные способы точечной сварки кожуха из листового металла, который был частью новой конструкции микроволновой печи. Обычно в отраслях производства листового металла для корпусов используется традиционная точечная, дуговая или газовая дуговая сварка (GMAW), но эти методы были недостаточно эффективны, чтобы удовлетворить потребности клиентов.| Рисунок 1 Nu-Way Industries Inc.обратилась к лазерной сварке швов , чтобы изготовить этот корпус для микроволновой печи из нержавеющей стали. |
Компания Rofin-Sinar Inc. установила систему в июле 2004 года. Система была запущена в производство к сентябрю 2004 года.
Приложение Nu-Way
В приложении Nu-Way использовался корпус из 0,060-дюймовой нержавеющей стали 304, который представлял собой основной компонент микроволновых печей нового типа. Первоначальная заявка требовала, чтобы кожух из нержавеющей стали имел повторяющиеся точечные сварные швы, разделенные не более чем на 0,500 дюйма, чтобы предотвратить утечку микроволнового излучения.
Создание прототипа корпуса микроволновой печи из нержавеющей стали первоначально потребовало более одного часа ручной точечной сварки.Первоначальная производственная оценка предполагала около 30 000 часов ручной точечной сварки для завершения 25 000 корпусов в течение шести месяцев.
Расчет почасовой производительности показал, что потребности в рабочей силе и оборудовании были бы чрезмерно высокими. Для доставки заказа потребовалась бы трехсменная работа по крайней мере шести станций точечной сварки и восьми сварщиков в смену. Более конкретно, 30 000 часов, разделенные на 180 рабочих дней, 24 часа в сутки 6.9 корпусов в час.
Альтернативным решением было использование трех роботизированных станций GMAW, которыми управляли три человека. Автоматическая сварка в среде защитного газа исключает точечную сварку, заполняя зазор между деталями присадочной проволокой. Специальная оснастка могла бы фиксировать детали и обеспечивать функции обнаружения швов. Расчетная производительность — 12 корпусов в час.
Однако затраты на оборудование, приспособления и занимаемую площадь оказались непомерно высокими, учитывая недостаточную гибкость системы.
Nu-Way также рассматривала возможность промышленного робота с лазером Nd: YAG в дополнение к системе удаленной сварки. Инвестиционные затраты на обе системы были одинаковыми, потому что потребовались бы два лазера Nd: YAG вместо одной удаленной сварочной станции. Анализ продолжительности цикла показал, что дистанционная сварочная система может изготовить один корпус примерно за 2,5 минуты при использовании полуавтоматической установки. Таким образом, полная производственная мощность в 25 корпусов в час может быть достигнута с помощью одной системы удаленной сварки.По словам Nu-Way, лазерные станции Nd: YAG не могут достичь такой же производительности.
Другие сравнения благоприятствовали выбору системы удаленной сварки. Лазер slab CO 2 не требует замены оптики и рассчитан на работу в течение восьми месяцев на небольшом баллоне с предварительным смешиванием газа. RWS можно легко запрограммировать для сварки по образцу и сварки различных форм, а также для сварки разнородных материалов, таких как низкоуглеродистая и нержавеющая сталь.
Лазерная сварка делает резку
Nu-Way в конечном итоге обратилась к лазерной технологии при сварке соединений.
RWS использует мощный лазерный луч CO 2 для подачи энергии и сварки деталей из листового металла. Из удаленного места лазерный луч фокусируется линзой с большим фокусным расстоянием. Затем, используя управляемое компьютером зеркало наведения, луч направляется на заготовку с необычайной скоростью позиционирования. В результате исключаются традиционные системы доставки луча, использующие робототехнику или другие типы механических приводов. Появление мощных лазеров CO 2 с таким качеством луча сделало эту технологию применимой для рабочих зон размером 1 метр на 1 метр и более.Согласно Nu-Way, преимущества этого процесса включают более короткое время цикла, гибкость процесса и меньшую занимаемую площадь по сравнению с традиционными процессами.
Выбор лазерной сварки имел особый смысл, потому что для этого приложения требовался герметичный корпус, чтобы исключить выход микроволнового излучения. Использование лазеров для сварных швов или непрерывных швов позволяет предотвратить утечку микроволн из корпусов (, рис. 1 ). Фактически, обширные испытания микроволнового излучения показали, что непрерывная лазерная сварка швов обеспечивает исключительную прочность и качество, а также герметичность корпуса.
| Рисунок 2a При лазерной маркировке маломощный луч управляется зеркалами с гальваническим приводом. | Рис. 2b Способность обеспечивать высокое качество луча с большими фокусными расстояниями позволяет выполнять сварку в замочную скважину. |
Что такое лазерная сварка?
Концепция лазерного сканирования не нова. Лазерные маркеры существуют более 20 лет и используются для маркировки или травления деталей на компонентах.Как показано на , рис. 2а, , лазерный луч с меньшей мощностью, обычно менее 100 Вт, управляется двумя зеркалами с гальваническим приводом и фокусируется на рабочей поверхности.
Разработка мощных лазеров CO 2 с хорошим качеством луча в середине 1990-х открыла двери для их использования в приложениях лазерной сварки, в которых используются методы сканирования. Высококачественный луч обеспечивает возможность сварки в замочную скважину с очень большими фокусными расстояниями, как показано на , рис. 2b, .
| Рис. 2c Типичный промышленный RWS имеет мощный лазер CO 2 и удаленный сканер. |
Типичная удаленная сварочная система показана на Рис. 2c . Система включает в себя мощный лазер CO 2 и систему удаленного сканирования с большим фокусным расстоянием, обычно от 1000 мм до 1600 мм. Компьютер управляет системой движения оптики, которая направляет запрограммированный путь лазерного луча для выполнения сварки узла из листового металла.
Система сканера состоит из двух важных оптических компонентов: фокусирующей линзы и прицельного зеркала. Оба оптических компонента установлены на прецизионной высокоскоростной системе линейного перемещения, которая программируется системой управления.
Кроме того, крепление зеркала наведения может поворачиваться по двум осям. В результате лазерный луч может быть сфокусирован и наведен в пределах рабочего пространства размером 1 м на 1,5 м на 4 м. Большой рабочий диапазон обеспечивает гибкость системы при относительно небольшой занимаемой площади.
| Рис. 3 На этой трехмерной иллюстрации в САПР показана компоновка системы Nu-Way. |
RWS имеет высокую скорость позиционирования, поскольку небольшие перемещения оптических компонентов приводят к высокоскоростным перемещениям сфокусированного лазерного луча. Лазерный луч сконструирован таким образом, что его можно перемещать на скоростях, превышающих 2 MPS, с точностью позиционирования ± 0,005 дюйма.
Движение сканирования луча основано на высокоскоростных линейных или гальванических двигателях, в зависимости от производителя.Это позволяет быстро изменять скорость лазерного луча. Луч может перемещаться из одного места сварки в другое менее чем за 50 мс.
Сканер также позволяет настраивать настраиваемые формы сварных швов, такие как стежки, круги и переплетения. Оператор может выбрать лучший профиль траектории для сварочного процесса.
RWS Layout
Поскольку Nu-Way имела опыт интеграции крупных производственных систем, таких как Finn-Power Flexible Fabrication Center, компания решила интегрировать RWS, а также разработать собственный инструментарий.
Компоновка системы и проектирование инструментов началось в июле 2004 года, когда компания Rofin подготовила компоненты к отгрузке.
К середине августа 2004 года система была собрана, и первые детали были приварены в прототипные приспособления. Полная компоновка системы в виде трехмерной иллюстрации САПР показана на Рис. 3 .)
| Рис. 4 Лазер Nu-Way и система управления установлены наверху антресоль для экономии площади пола. | Рисунок 5 |
Блок лазера и сканера DC045 с диффузионным охлаждением были установлены наверху мезонина для экономии места на полу. Система доставки луча переносила луч от лазера в блок сканера (см. , рисунок 4, и , рисунок 5, ).
Чиллер и вспомогательное оборудование были установлены удаленно, чтобы рабочая зона не была заграждена.Лестница давала доступ к мезонину для текущего обслуживания системы. Корпус из плексигласа® с предохранительными блокировками был установлен для легкого и безопасного доступа к рабочему месту и креплению.
| Рисунок 6 Общая площадь RWS Nu-Way составляет менее 900 кв. Футов. | Рисунок 7 |
Общая площадь пола для всей установки RWS составляла менее 900 кв. Футов, размером около 30 футов в длину, 30 футов в ширину и 15 футов в высоту. (Фактическая система показана на рис. , рис. 6, и , рис. 7, .)
Инструменты для приложений, проблемы с деталями
Хотя RWS давал несколько преимуществ, удаленный характер процесса создавал проблему — разрыв между частями быть сваренным — потому что лазерный луч применяется удаленно и не может устранить зазор между деталями.
При точечной сварке электроды прикрепляются к зажимным механизмам, которые удерживают детали вместе во время сварки. В процессе дуговой сварки присадочная проволока позволяет оставить зазор в сварном шве. Однако лазерная сварка выполняется автогенно — присадочная проволока не используется.
Для дистанционной лазерной сварки требуется инструмент для удержания деталей, определения местоположения и зажима свариваемой области. Вот почему Nu-Way пришлось разработать уникальное крепление для нержавеющей стали.
Инструментальная оснастка и приспособления для деталей развивались в ходе проекта, потому что продукт должен был быть немедленно отправлен заказчику.Кроме того, необходимо разработать оптимальные параметры применения, такие как скорость сварки, защитный газ и методы крепления.
Проект состоял из трех фаз. На первом этапе проекта для запуска производства использовалось простое ручное приспособление. Приспособление, состоящее из нескольких частей, было разработано для размещения в рабочем пространстве под корпусом сканера. В приспособление одновременно помещали три кожуха из нержавеющей стали, и одна сторона кожуха приваривалась в течение каждого цикла.Оператор вошел в рабочее пространство и повернул кожухи, чтобы представить следующую поверхность для сварки. Процедуру повторяли трижды, чтобы сварить переднюю, левую и правую стороны каждого корпуса. Согласно Nu-Way, инструмент достиг максимальной производительности с минимальной сложностью и проблемами запуска. Большая часть контракта была выполнена с использованием этого элементарного инструментария.
Вторая фаза проекта включала автоматические инструменты, которые индексировали один корпус из нержавеющей стали в рабочем пространстве и из него, а также выполняли его вращение для отображения всех трех поверхностей.Все функции автоматической оснастки были объединены посредством программируемого логического управления с блокировками защитного кожуха, лазером и блоком сканера. Время цикла RWS значительно улучшилось:
- 10 секунд для установки корпуса внутрь / наружу
- 10 секунд для поворота приспособления (два оборота)
- 90 секунд для времени сварки (150 дюймов)
- 30 секунд для снятия детали и установки
Общее время обработки уменьшилось до 140 секунд.Новая система производила 25 корпусов в час.
| Рис. 8 RWS использует автоматический инструмент для лазерной сварки корпусов. | Рисунок 9 |
В креплении детали использовались уникальные зажимные и фиксирующие упоры, которые фиксировали два компонента корпуса из листового металла с минимальным зазором между перекрывающимися 0.060-дюйм. Фланцы корпуса из нержавеющей стали 304. Кроме того, панели жесткости из нержавеющей стали были прикреплены к стенкам корпуса с помощью фиксирующих зажимов (см. рисунки 8 , 9 , 10 и 11 ).
| Рис. 10 Надежный зажим необходим для сохранения минимального зазора между двумя компонентами корпуса из листового металла. | Рисунок 11 |
Третий этап смотрел в будущее. Руководство Nu-Way предусматривает добавление робота для индексации деталей в рабочем пространстве и из него с задней стороны RWS. Пока автоматический инструмент находится в исходном положении, робот индексирует деталь в рабочее пространство для сварки. Когда робот находится в исходном положении, автоматические инструменты индексируют корпус в рабочее пространство для сварки. Это позволило бы почти непрерывно сваривать корпуса и другие детали.По сути, автоматическая оснастка и робот будут по очереди использовать удаленную сварочную систему.
Еще одно соображение
Удаленная лазерная сварка с использованием CO 2 лазера ставит еще одну уникальную задачу: подавление плазмы. Поскольку материал поглощает лазерный луч, выделяемое тепло создает ионизированный газ или плазму. Если позволить плазме оставаться, она поглотит лазерный луч и отрицательно скажется на процессе сварки. Процесс сварки может стать настолько нестабильным, что сварной шов может полностью пропасть.
В результате требуется процесс для гашения или удаления плазмы, образующейся в процессе лазерной сварки. Плазменный подавитель или защитный газ может представлять собой гелий, азот, сжатый воздух или другую комбинацию в зависимости от применения и мощности лазера.
Расположение газовых форсунок и последовательность включения — другие важные факторы, влияющие на успешную удаленную лазерную сварку.
| Рисунок 12 Когда инструмент индексируется в рабочем пространстве, сопла подают защитный газ. | |
Поскольку Nu-Way спроектировала и изготовила собственное оборудование, она также спроектировала воздушный компрессор, накопительный бак, форсунки и монтажные системы для подачи защитного газа. По мере того, как инструмент индексируется, стратегически расположенные сопла сжатого воздуха создают поток воздуха через поверхность сварки, подавляя образование плазмы (, рис. 12, ).
В зависимости от обрабатываемых материалов необходимо учитывать еще один вопрос, связанный с газом: выделение газа. Когда оцинкованные металлы и аналогичные материалы подвергаются лазерной сварке, покрытия испаряются, поэтому требуется процесс, позволяющий выводить эти пары.Если газовыделение не может вентилироваться должным образом, сварной шов будет иметь чрезмерную пористость и раздутие.
Для материалов с цинковым покрытием необходимы специальные инструменты и детали для обеспечения эффективного метода дегазации. Одно из решений заключается в штамповке деталей из листового металла с низкопрофильными углублениями, которые создают небольшой зазор между перекрывающимися фланцами листового металла. Зазоры не препятствуют процессу сварки, но обеспечивают дегазацию.
Конструкция детали
В отличие от точечной сварки, лазерная сварка очень узкая и требует только одностороннего доступа к детали.Сканирующее зеркало RWS можно запрограммировать для создания сварных швов различной формы или рисунка. Кроме того, детали, сваренные лазерной сваркой, жестче и жестче, чем детали, сваренные точечной сваркой. Эти концепции необходимо учитывать на самых ранних этапах процесса проектирования деталей, чтобы в полной мере использовать преимущества лазерной сварки.
| Рисунок 13 Этот сварной корпус из нержавеющей стали марки 304 толщиной 0,060 дюйма, был изготовлен на дистанционной сварочной системе. |
Приварные фланцы можно уменьшить, что потенциально снижает вес.Кроме того, для удаленной лазерной сварки не требуются отверстия для доступа, необходимые для многих приложений точечной сварки.
Nu-Way приняла во внимание эти факторы при разработке корпуса из нержавеющей стали. На рисунке 13 показан непрерывный лазерный шов. Первоначально точечная сварка была заменена сваркой швом, но позже была принята непрерывная лазерная сварка швов для повышения прочности и большей защиты от утечки микроволнового излучения. Это обеспечило прочную, жесткую сборку, которая превосходила все критерии и требования к микроволновым испытаниям.
Разработка инструментов и деталей для дистанционной лазерной сварки относительно нова. Несмотря на то, что для изготовления приспособлений Nu-Way использовались стандартные компоненты, потребовалось время и усилия для разработки конкретных методов зажима деталей, ориентации приспособлений, применения защитного газа и связанных процедур. При рассмотрении системы удаленной сварки важно выделить время на разработку процесса. Например, в настоящее время в качестве защитного газа используется сжатый воздух, но Nu-Way продолжает разработку процесса и может рассмотреть возможность использования других газов для увеличения производительности и снижения затрат.
Результаты, пожалуйста
Удаленная лазерная сварка претерпела значительные изменения с момента появления в середине 1990-х годов. Первые производственные системы были установлены в Европе, а недавно в Северной Америке было установлено несколько успешных установок. Nu-Way представляла собой одно из первых предприятий в Северной Америке в производстве листового металла.
Nu-Way Industries использовала правильный подход, чтобы внедрить лучшую систему для своего приложения. Он:
- Оценил варианты сварки, чтобы выбрать наиболее экономичный подход.
- Приняли на себя ответственность за разработку технологического процесса, в частности, за тестирование возможности использования удаленной лазерной сварки, проектирование и сборку деталей, а также выделение группы удаленных сварочных систем.
- Обучен инженерно-производственному персоналу для внедрения и эксплуатации системы.
RWS не подходит для каждой сборки детали. На ранних этапах проектирования детали и производственного цикла необходимо провести тщательный анализ, чтобы определить возможность удаленной лазерной сварки.Кроме того, инженеры-конструкторы должны рассмотреть возможность изменения конструкции и сборки, чтобы воспользоваться преимуществами RWS.
| Характеристики качества лазерного луча |
| Рисунок 14 Качество луча относится к распределению мощности лазерного луча. Указывается как значение M 2 . |
Качество луча, или мода, относится к распределению мощности лазерного луча и определяется как значение M 2 .Наилучшая возможная мода — M 2 = 1, что представляет собой идеальное распределение Гаусса.
Качество луча удаленной системы сварки влияет на размер сфокусированного пятна d, как показано в уравнении в , рис. 14 . При большом фокусном расстоянии луч создает сфокусированное пятно, размер которого станет слишком большим, если M 2 > 2. Чем больше размер пятна, тем ниже плотность мощности, которая упадет ниже порогового значения для сварки в замочную скважину (1 x 10 6 Вт / см 2 ).В результате процесс сварки станет нестабильным, как показано на рис. 14.
Плоский резонатор с диффузионным охлаждением, предназначенный для создания лазерного луча с M 2
Стив Саутвелл, президент Nu-Way Industries Inc. , 555 Howard Ave., Des Plaines, IL 60018, 847-298-7710, факс 847-635-8650, www.nu-way.net.
Роберт Клочковски (Robert Kloczkowski) — промышленный специалист по производству, Rofin-Sinar Inc., 40984 Concept Drive, Plymouth, MI 48170, 734-395-0832, факс 734-454-0815, info @ rofin-inc.com, www.rofin-inc.com.
Неразрушающий контроль сварных швов
Азбука неразрушающего контроля сварных швовПерепечатано с разрешения журнала Welding Journal
Понимание преимуществ и недостатков каждой формы неразрушающего контроля может помочь вам выбрать лучший метод для вашего приложения.
Философия, которой часто руководствуются при изготовлении сварных узлов и конструкций, заключается в «обеспечении качества сварного шва». Однако термин «качество сварного шва» относителен.Приложение определяет, что хорошо, а что плохо. Как правило, любой сварной шов имеет хорошее качество, если он соответствует требованиям к внешнему виду и будет бесконечно долго выполнять свою работу, для которой он предназначен. Первым шагом в обеспечении качества сварки является определение степени, требуемой для применения. Стандарт должен быть установлен на основе требований к услуге.
Стандарты, разработанные для обеспечения качества сварки, могут отличаться от работы к работе, но использование соответствующих методов сварки может обеспечить уверенность в том, что применимые стандарты соблюдаются.Каким бы ни был стандарт качества, следует проверять все сварные швы, даже если проверка включает в себя не что иное, как сварщик, выполняющий свою работу после каждого прохода. Красивый внешний вид сварной поверхности часто считается признаком высокого качества сварки. Однако внешний вид сам по себе не гарантирует хорошего качества изготовления или внутреннего качества.
Методы контроля неразрушающим контролем (NDE) позволяют проверять соответствие стандартам на постоянной основе путем исследования поверхности и подповерхности сварного шва и окружающего основного материала.Для исследования готовых сварных швов обычно используются пять основных методов: визуальный, проникающий, магнитопорошковый, ультразвуковой и радиографический (рентгеновский). Растущее использование компьютеризации с некоторыми методами обеспечивает дополнительное улучшение изображения и позволяет просматривать в реальном или почти реальном времени, проводить сравнительные проверки и архивировать. Обзор каждого метода поможет решить, какой процесс или комбинацию процессов использовать для конкретной работы и при выполнении экзамена
主頁 —
跳至 內容 的 開始- 聯絡 我們
- 文字 大小
- 简体
- РУС
流動 Version 目錄
主頁
- 最新 消息
- 新聞公報
- 資料 月報
- 活動 及 宣傳
- 招標 公告
- 命令 的 狀況
- 建築工程
- 新建 樓宇
- 改動 及 加 建
- 小型 工程
- 招牌
- 地盤 監察
- 樓宇 安全 及 檢驗
- 強制 驗 樓 計劃
- 強制 驗 窗 計劃
- 僭建物
- 樓宇 安全
- 斜坡 安全
- 消防 安全
- 財政 資助
- 支援 服務
- 資源
- 表格
- 網上 服務
- 百 樓 圖 網 — 網上 樓宇 記錄
- 搜尋 註冊 名單
- 搜尋 驗 樓 / 驗 窗 通知
- 流動 應用 程式
- 註冊 需知
- 小冊子
- 守則 及 參考資料
- 守則 , 設計 手冊 及 指引
- 作業 備考 及 通告 函件
- 中央 資料 庫 (只 提供 英文 Version)
- 「組裝 合成」 建築 法
- 索取 公開 資料
- 法律 事項
- 常見 問題
- 關於 我們
- 歡迎辭
- 我們 的 服務
- 環保 措施
- 組織 結構
- 專業 / 技術 人才
- 樓宇 資訊 中心
- 聯絡 我們
目錄
關 上 目錄 流動 Version 網站 搜尋 搜尋- 简体
- РУС
- 聯絡 我們
對不起 , 我們 找不到 你 要 的 網頁。
請 嘗試 以下 連結 或
返回 主頁 返回 頁首快速 連結
建築工程
- 新建 樓宇
- 小型 工程
- 招牌
樓宇 安全 及 檢驗
- 強制 驗 樓 計劃
- 強制 驗 窗 計劃
- 僭建物
- 樓宇 安全
- 財政 資助
資源
- 在 私人 發展 項目 內 的 總 樓面 面積 寬 免 摘要
- 《建築物 條例》 — 五: 附表 所列 地區
- 公眾 空間
- 就 過渡 性 房屋 措施 批予 的 變通 或 豁免
- 常見 條件 及 規定
- 常見 問題
更新
- 命令 的 最新 狀況
- 處理 未獲 遵從 命令 的 最新 目標
- 招標 公告
- 資料 月報
- 新聞公報
- 2018 © 屋宇署
- 重要 告示
- 私隱 政策
- 網頁 指南
Как стать сварщиком (от отсутствия опыта до профессионала)
Как и многие другие профессии, сварка требует определенных навыков, чтобы стать основой карьеры.В отличие от многих профессий, для начала такого обучения нет необходимости в каких-либо конкретных образовательных требованиях. Большинство сварщиков могут поступить в программу ученичества или сертификации, имея диплом средней школы, GED, а иногда даже не имея такого уровня образования.
Это не означает, что сварщиком можно стать за одну ночь. Это требует много времени, работы и самоотверженности. Вы должны быть готовы постоянно расширять свою базу знаний, чтобы начать овладевать навыками, которые действительно создают основу для новой карьеры.
Вот процесс, которому вам нужно будет следовать, и каков будет ваш потенциальный доход после того, как вы разовьете всесторонний набор навыков.
Чтобы стать сварщиком, нужно выполнить 6 основных шагов
Сварщиком может стать каждый. Давайте начнем с самого начала. В Интернете часто можно найти совет, в котором говорится, что вам нужен определенный талант или конкретная сертификация, чтобы вы могли работать сварщиком. Это неправда.
Вы можете стать профессиональным сварщиком, пройдя строгую программу обучения и сертификации.Все, что вам нужно, — это готовность работать, уметь эффективно использовать свои руки и иметь средства, частные или за счет ссуд, для приобретения оборудования, которое может вам понадобиться, в дополнение к плате за обучение.
В некоторых юрисдикциях это еще проще. Все, что вам нужно сделать, это дождаться открытия места ученичества в местном профсоюзе сварщиков и быть принятым в него. В этом случае вам, вероятно, придется заплатить за свое оборудование, но вы можете сэкономить тысячи долларов, избегая курсов повышения квалификации и сертификации.
Вот 6 основных шагов, которые вам нужно выполнить, если вы хотите стать профессиональным сварщиком.
№1. Убедитесь, что вы знаете, что такое сварка. Сварщик может быть очень требовательной профессией. В нем есть специальное защитное снаряжение, которое вам нужно будет носить постоянно во время работы, чтобы защитить себя. Вы хотите знать, как проходит обычный рабочий день сварщика, чтобы убедиться, что он вам понравится. Некоторые могут даже поговорить со своим врачом, чтобы узнать, могут ли они даже выполнять сварочные работы, если есть медицинские условия, которые необходимо оценить.
№2. Получите необходимый опыт. Сварщик — профессия, основанная на профессиональных навыках. Хотя любой может взять сварщика и приступить к работе, есть разница между хорошим сварщиком и профессиональным сварщиком. Чтобы получить необходимый вам опыт, может потребоваться поступить в местный общественный колледж или сертификационный центр, чтобы вы могли понять, хотите ли вы заниматься сваркой, чтобы заработать на жизнь. Эти первые занятия — отличный способ узнать, собираетесь ли вы по-прежнему интересоваться сваркой.
№ 3. Найдите подходящую сварочную дисциплину. Есть несколько различных сварочных дисциплин, из которых вы можете выбрать, если хотите начать карьеру сварщика. Сварка MIG, сварка TIG и сварка стержнем, как правило, являются наиболее распространенными дисциплинами, которые преподаются, но также доступны дуговая сварка и другие дисциплины. Выберите дисциплину, которая вас больше всего интересует. Если вы нацелены на конкретную работу сварщика, вам, возможно, придется придерживаться определенной дисциплины, чтобы получить эту работу.
№4. Получите необходимые сертификаты. Хотя не для каждой сварочной работы может потребоваться сертификация, некоторые из них требуют. Вам также может потребоваться пройти тест на квалификацию, чтобы получить лицензию сварщика в определенных областях. Для начала вашей карьеры также могут потребоваться дополнительные сертификаты по определенной сварочной дисциплине. По крайней мере, подумайте о получении сертификата Американского общества сварщиков или аналогичной организации в вашей стране, чтобы начать свою карьеру.
№ 5. Поговорите со своим местным профсоюзом сварщиков. Сварка часто включается как навык, который представлен в местных профсоюзах рабочих-металлистов в каждой общине. Существует несколько различных местных профсоюзов, которые представляют работников, и в некоторых юрисдикциях может потребоваться членство в профсоюзе, чтобы стать работающим профессионалом. Также могут быть доступны специальные соединения для конкретных сварочных задач. Например, Союз котловаров будет сваривать котельные трубы.
№ 6. Продолжайте развивать свои навыки и опыт. После того, как вы ознакомитесь с выбранной вами сваркой и найдете работу, продолжайте развивать свои навыки. Ознакомьтесь с другими сварочными дисциплинами. Когда вы докажете, что обладаете полным набором навыков сварщика, это откроет для вас гораздо больше возможностей.
Когда вы выполните эти 6 основных шагов и получите свою первую работу сварщика, даже если это будет оплачиваемый ученик, тогда вы официально станете сварщиком. Однако процесс обучения не прекращается только потому, что вы получаете зарплату.Чтобы продолжать двигаться вверх, вам нужно постоянно расширять свои навыки, сертификаты и базу знаний.
Всегда есть что-то более высокое, к чему стремиться. Продолжайте совершенствоваться, и вы обнаружите, что работа профессионального сварщика может стать очень прибыльной карьерой.
Какие существуют сварочные дисциплины?
Сегодня в сварочной промышленности обычно используются четыре основных типа сварки.
- Сварка МИГ. Этот вид сварки является разновидностью дуговой сварки металлическим электродом в газе. Это наиболее широко используемая дисциплина в сварочной промышленности, и ее часто считают самой простой для освоения. Это полезная дисциплина, когда требуется плавление мягкой стали, нержавеющей стали или алюминия.
- Сварка TIG. Эта сварочная дисциплина использует инертный газ вольфрам для создания плавления. Он используется, когда требуется высококачественная сварка, особенно когда шлифование или шлифование в этом месте затруднены. Поскольку это обеспечивает высочайший стандарт отделки, он часто считается одной из дисциплин сварки, требующих наибольшего опыта.
- Дуговая сварка. Это сварочная дисциплина, обеспечивающая базовую сварку. Обычно он используется для домашних сварочных работ, но есть возможности трудоустройства в обрабатывающей промышленности и строительстве. Иногда это называют сваркой штучной сваркой, это полезная дисциплина для сварки тяжелых металлов толщиной 4 мм и более.
- Кислородно-ацетиленовая сварка. В этом способе сварки кислород и ацетилен смешиваются вместе, чтобы сталь можно было расплавить.Хотя он часто используется для резки металла или ремонтных сварных швов, этот вид сварки также будет использоваться для пайки мягких металлов, таких как бронза или медь.
Есть несколько различных специальностей сварки, которые также могут создать возможности для трудоустройства. Сюда входят микросварка, сварка в твердом состоянии и плазменная резка. Каждая специальная дисциплина имеет уникальные преимущества и недостатки, которые следует учитывать перед тем, как пройти сертификацию по этой дисциплине.
Плюсы и минусы микросварки
Основным преимуществом микросварки является то, что для создания сплавления используется лазер, который повышает точность сварки, что позволяет отремонтировать мелкие детали. Для микросварки также часто требуется более легкое защитное оборудование, которое упрощает получение чистого сварного шва, минимизирует деформации и быстро ремонтирует рассматриваемый элемент.
Основным недостатком микросварки является повышенный риск ожогов.Луч лазера сильный и направленный, поэтому одного неосторожного движения может быть достаточно, чтобы вызвать болезненную травму. Чтобы получить сертификат по этой дисциплине, часто требуется обширная подготовка, а приобретение оборудования может быть чрезвычайно дорогостоящим.
Плюсы и минусы сварки в твердом состоянии
Основным преимуществом сварки в твердом состоянии является то, что она может производить плавление при температурах ниже точки плавления основных материалов. Это позволяет сварщику работать без припоя.Он не имеет дефектов микроструктуры, а механические свойства сварного шва аналогичны свойствам основных металлов.
Основным недостатком этой сварочной дисциплины является необходимость тщательной подготовки поверхности перед началом работы. Все материалы необходимо обезжирить, удалить оксиды и полностью отшлифовать щеткой или шлифовкой, прежде чем начинать сварку. Оборудование для твердотельной сварки может быть таким же дорогим, как и оборудование для микросварки.
Плюсы и минусы плазменной резки
Основным преимуществом плазменной резки является то, что она позволяет сделать резку металла максимально простым процессом.Они работают на высоких скоростях и обычно позволяют резать металл толщиной до 1 дюйма. Это также очень портативный вариант, поскольку одни из лучших плазменных резаков на рынке сегодня весят менее 20 фунтов.
Основным недостатком плазменной резки является то, что она может создавать низкокачественную режущую кромку, если обработчик не обладает высокой квалификацией в обращении с инструментом. Как вид сварки, он создает большую зону нагрева, что может затруднить получение требуемого плавления.
Поскольку существует множество сварочных дисциплин, доступных для тех, кто заинтересован в профессиональной сварке, качество образования, полученного для выработки необходимых навыков, может напрямую влиять на зарплату, которую может заработать сварщик.
Как насчет подводной сварки?
Подводная сварка, которая называется гипербарической сваркой, если она происходит в сухой среде, предлагает профессиональному сварщику возможность работать в судоремонте, ремонте нефтяных платформ и ремонте трубопроводов в дополнение к другим сваркам. предлагаемые дисциплины. Чтобы начать подводную сварку, от сварщика часто требуется иметь до 5 лет опыта в дополнение к своей сертификации.
После получения опыта в области сварки необходимо подать заявление в коммерческую школу дайвинга. Для поступления на программу необходимо пройти медицинский осмотр. Провал экзамена обычно приводит к отклонению заявки.
Для подводной сварки будут предложены специальные программы сертификации, включая сертификаты для дайвинга. У каждого из них есть набор коммерческих навыков, которые необходимо продемонстрировать инспектору или учителю, прежде чем ученику разрешат закончить программу.
Окончание академии подводной сварки — не последний этап. Кроме того, во многих населенных пунктах необходимо получить лицензию на коммерческое погружение, прежде чем сварщику будет разрешено работать под водой.
Какие существуют варианты обучения сварке?
Многие сварщики начали свою карьеру через местный профсоюз сварщиков. Фактический профсоюз, который представляет местных профессионалов, может быть разным, но каждый из них имеет относительно одинаковую структуру. Там будет инструктор, который возьмет на себя учебные классы, которые предлагаются зарегистрированным ученикам.Персонал поддержки будет на месте, чтобы помочь с ранними логистическими проблемами, включая поддержку человеческих ресурсов.
В современной сварочной отрасли есть платные и неоплачиваемые программы обучения. Оба предлагают необходимое развитие навыков, но только один предложит вам зарплату, пока вы станете профессиональным сварщиком.
Дело в том, что требования к образованию, чтобы стать профессиональным сварщиком, зависят от трех различных факторов.
- Требования штата, округа или сообщества для работы сварщиком, включая лицензию на ведение бизнеса, требования к страхованию и сертификации.
- Что работодатель требует от своих сотрудников.
- Что требуется для фактического выполнения работы.
Варианты обучения варьируются от обучения в местном профсоюзе до получения 4-летней степени по сварочному делу в аккредитованном колледже или университете. Это означает, что формальная образовательная программа может занять несколько недель или несколько лет.
Стоимость обучения сварщиков зависит от того, где они осваивают свои новые навыки.Большинство начинающих сварщиков обращаются за получением сертификата в местный общественный колледж или техникум. Программы обучения в этой области обычно длятся 18–24 месяца и могут стоить от 5000 до 15000 долларов.
Другой вариант — получить диплом специалиста по сварке. Эта степень зависит от того, считается ли школа «местным» учреждением для студента, подающего заявку на сварку. Местные школы могут взимать менее 3000 долларов за обучение, но могут взимать более 30 000 долларов с студентов из других штатов.
Четырехлетний курс обучения может стоить до 100 000 долларов, а в некоторых частных школах — даже больше. Иногда эти программы могут быть ускорены, так что степень бакалавра можно получить за 24-36 месяцев вместо 4 лет.
С другой стороны, многие программы ученичества ничего не стоят. Хотя некоторые из этих программ являются бесплатными, это бесплатный способ стать профессиональным сварщиком. Некоторые программы могут взимать до 1000 долларов или чуть больше, в зависимости от стоимости жизни в районе. Программы стажировки могут длиться до 5 лет.
Конкретные сертификаты, которые могут потребоваться, могут иметь стоимость, которую также следует учитывать. Американское общество сварщиков предлагает сертификат обучения сварке, который стоит 1040 долларов для лиц, не являющихся членами организации, или 825 долларов для членов организации.
Кроме того, необходимо учитывать дополнительные расходы на обучение, такие как книги, проживание и питание, а также оборудование для обеспечения безопасности. Некоторые из лучших сварочных шлемов могут стоить более 300 долларов.
Должностная инструкция профессионального сварщика
Профессиональный сварщик отвечает за сплавление материалов, таких как сталь или алюминий, для создания или ремонта определенных предметов.Сварщики работают на судах, автомобилях, зданиях и на различных объектах в самых разных отраслях промышленности.
Сварщики должны обладать определенной сноровкой. Также существует требование использовать при необходимости ручные и электрические инструменты. Для большинства работодателей важно обладать навыками наблюдательности, сосредоточенными на высоком уровне внимания к деталям, потому что работа должна выполняться правильно с первого раза в этой карьере.
Математические навыки часто требуются и профессиональным сварщикам.Для правильного выполнения сварного шва часто требуются размеры элемента, расчет центровки и другие стандартные обязанности.
Необходимо уметь использовать различные типы сварочного оборудования во время работы. Хотя многие работодатели нанимают сварщика в соответствии с определенной дисциплиной, есть некоторые описания профессиональных обязанностей сварщика, для которых может потребоваться многофункциональный опыт. Это будет означать, что сварщик должен будет доказать, что он имеет прошлый профессиональный опыт или может продемонстрировать навыки в сварке MIG, сварке TIG или других конкретных дисциплинах.
В задачи сварщика входит резка металла или соединение металлических частей вместе с использованием предоставленного к ним оборудования. Сварщики должны установить собственное оборудование и, возможно, предоставить собственное оборудование для обеспечения безопасности. Постоянное ношение защитного снаряжения по назначению также часто включается в должностные инструкции.
Профессиональные сварщики часто должны читать и уметь следовать инструкциям чертежей. Некоторые работодатели могут использовать программное обеспечение САПР или аналогичные инструменты, а это означает, что должна быть продемонстрирована способность использовать эти инструменты для предложения работы.
Большинство сварочных работ выполняется независимо, поэтому профессиональный сварщик должен уметь работать самостоятельно, без особого надзора, при этом выполняя неизменно качественную работу. Сварщиков также часто поручают выполнять в группах, поэтому многим сварщикам необходимо быть «командными игроками» при работе на официального работодателя.
Сварка может потребовать больших усилий, поэтому часто требуется физическая подготовка. Перед продлением предложения о работе обычно необходимо пройти медикаментозные и медицинские тесты.
Некоторые рабочие места основаны на контракте, в то время как другие — с полной занятостью с льготами.
Сколько зарабатывают профессиональные сварщики?
В Соединенных Штатах сварка включена в профессию, которая также включает резку, пайку и пайку как часть должностных обязанностей. В этой категории данные Бюро статистики труда за 2015 год показывают, что средняя заработная плата составляет чуть менее 41 000 долларов в год.
Это означает, что средний сварщик зарабатывает около 19 долларов.70 в час после выполнения всех требований по сертификации и лицензированию.
Ожидаемый рост спроса на сварщиков и других работников этой категории в США в течение следующего десятилетия составит 4%.
Имейте в виду, что это лишь средняя заработная плата сварщика. Существуют различные факторы, которые могут увеличить количество денег, которые может заработать профессиональный сварщик. Сварщики на Аляске и Гавайях могут зарабатывать намного больше, при этом средняя почасовая оплата в каждом штате превышает 30 долларов в час.Мэйн предлагает сварщикам среднюю почасовую оплату в размере 22,18 долларов в час, в то время как Северная Дакота предлагает профессиональным сварщикам среднюю почасовую оплату в размере 20,68 долларов.
Для большинства сварщиков диапазон заработной платы составляет от 12,31 до 25,59 долларов в час.
Два фактора имеют тенденцию повышать заработную плату больше, чем какие-либо другие: нехватка талантов и стоимость жизни в этом регионе. Вот почему Аляска, как правило, является штатом с наиболее высокооплачиваемыми сварщиками на постоянной основе, хотя небольшое сокращение заработной платы, чтобы жить на Гавайях, может быть компромиссом, на который могут пойти многие потенциальные сварщики.
У подводных сварщиков средняя заработная плата в стране выше из-за дополнительной подготовки и навыков, необходимых для этой профессии. Средняя заработная плата за подводную сварку составляет немногим более 54 000 долларов в год, что соответствует средней почасовой оплате труда в 24,26 доллара в час. Подводные сварщики, входящие в 10% лучших, могут зарабатывать более 80 000 долларов в год, в то время как нижние 10% зарабатывают около 30 000 долларов в год.
Опыт погружения — основное определение заработной платы за подводную сварку. Некоторые из лучших сварщиков в этой категории могут зарабатывать 300 000 долларов в год.
В заключение
Сварка должна рассматриваться как невероятная возможность.
Это связано с тем, что профессиональная сварка может быть чрезвычайно прибыльным вариантом карьеры для любого человека с любым образованием. Ознакомьтесь с возможностями местного обучения сегодня, чтобы стать лучшим сварщиком в кратчайшие сроки.
На выполнение некоторых программ обучения уходит несколько лет, но существуют возможности, которые помогут вам получить сертификат всего за несколько недель.Вот как легко изменить обстоятельства, особенно если вы любите сварку.
Строительство 15-футовых ворот из металла
Теперь, когда мой магазин построен, я займусь проектом, который был в моем списке дел с момента переезда… .gates. Так как у меня две подъездные дорожки, одна ведет к дому, а другая — к магазину, я построю две. В этом видео рассказывается, как я построил этот ведущий к дому, так что давайте расскажем, как я это сделал.
вещей, которые я использовал в этом проекте:
ISOtunes Bluetooth Защита слуха
Lincoln Power Mig 260
Сварочный кожух
Сварочный и шлифовальный кожух
Сварочный кожух
Сварочные перчатки
Triton SuperJaws
Аккумуляторный шлифовальный станок
Шлифовальный станок с питанием от сети
Portaband
Rust-Oleum Black Spray Paint
Lincoln Plasma Cutter Plan
Triton 4 ″ Ленточно-шлифовальный станок
Эти ворота будут 15 футов в длину и 6 футов в высоту и будут полностью сделаны из стали….Это означало, что я хорошо потренировался, создавая его.
Поскольку у меня ничего не было установлено или построено на металлической стороне моего магазина, я построил все это в своем цехе. Думаю, даже если бы у меня был верстак, мне все равно пришлось бы строить его на полу.
Я начал с разрезания квадратных трубных соединений, которые будут составлять нижнюю и две стороны основной рамы. Одна вещь в обработке металла, которая сильно отличает от дерева, — это то, насколько все тяжелое, что требуется так много времени, чтобы обработать даже один пропил.
Я сделал стойку из обрезков древесины для поддержки подачи материала на материале и убедился, что каждый стык считывает уровень, прежде чем делать разрезы.
Я никогда раньше не строил ворота, поэтому перед тем, как приступить к этому проекту, я спросил нескольких друзей-сварщиков, какую толщину материала мне выбрать, а также следует ли включать диагональ в конструкцию. Информация, которую я получил в ответ, не была диагональной, так как это не помогло бы с провисанием, поскольку ворота длиннее, чем она, но для использования более толстого материала для нижнего соединения и стороны петель рамы.Вот что я сделал. Более тяжелый материал — 1/4 дюйма, тогда как верхняя часть и сторона без петли — 3/16 дюйма.
Еще кое-что, что поможет с провисанием, — это верхняя дуга. Он не только декоративный, но и функциональный. Сначала я купил прямые трубки 2 × 2, думая, что найду потрясающий магазин, чтобы согнуть их для меня. Нух Ух. Это было действительно дорого, но оказалось, что в местном магазине стали под названием Triple S можно купить разные арки прямо с полки.
Перед тем, как отрезать их по длине, я решил сначала сварить дно и две стороны, чтобы придать им фиксированное состояние, прежде чем пытаться измерить арку.Я потратил время не только на то, чтобы стороны были полностью перпендикулярны низу, но и на то, чтобы убедиться, что материал ровный и ровный по отношению друг к другу. Я сделал несколько прихваточных швов в разных местах с обеих сторон, снова измерил все, чтобы убедиться, что он все еще квадратный и плоский, затем вернулся, чтобы сварить три стороны вплотную.
Теперь, когда он застрял на месте, я мог разрезать арку. Главное, что нужно учитывать, это то, что я хотел, чтобы центр арки находился в центре моих ворот. Итак, я сначала нашел центр внизу, что было легко.
Чтобы получить центр на моей арке, я протянул ленту из стороны в сторону, затем использовал обрамляющий квадрат, чтобы найти центр на ленте, затем перенес эту линию на арку … которая была примерно на 14 дюймов выше ленты.
Затем я использовал квадрат для обрамления внизу, чтобы выровнять прямую доску для обрезки до моей нижней отметки. Затем переместите верхнюю арку, пока доска не выровняется до отметки на ней. Теперь я мог отметить обе стороны арки, где она выстраивалась по сторонам ворот. Я отметил нижнюю сторону, чтобы не заниматься математикой и не вычислять необходимый угол.
В качестве двойной проверки я измерил обе стороны, которые собирался отрезать, и когда они измерили то же самое, я понял, что все в порядке и готово к резке.
Длина второй дуги точно такая же, как у первой, поэтому, как только я сделал первый разрез, я мог положить его поверх второго и использовать его, чтобы обвести мои линии разреза.
Их установили довольно быстро, так как мне просто нужно было убедиться, что все было красиво и ровно, когда я их закреплял и устанавливал. И, конечно же, они были разнесены на одинаковое расстояние с левой и правой стороны.
Поскольку я планировал, что эта сторона будет передней частью моих ворот, после того, как я завершил сварку болей, я вернулся с болгаркой и заточил свои сварные швы, пока они не стали красивыми и гладкими. Используйте этот потрясающий новый кожух от Lincoln Electric, который представляет собой сварочный кожух с автоматическим затемнением, но его можно перевернуть, чтобы быстро стать прозрачным защитным экраном для шлифования. Это избавляет от необходимости выключать головной убор, когда вам нужно многократно переходить между двумя задачами во время проекта. Очень круто на мой взгляд.
На этом этапе рама готова. Для центра я буду равномерно заполнять пространство трубкой 3/4 дюйма.
Сначала я равномерно разделил пространство, чтобы выяснить, какое расстояние должно быть между каждым пикетом, чтобы можно было вырезать связку деревянных распорок. Для этого я разрезал все, что было в моем мусорном ведре, чтобы выбросить. Перед установкой я должен был убедиться, что между прокладкой и металлической планкой не было скопления металлической пыли или другого мусора.Затем я рисовал ленту поперек пролета, чтобы посмотреть, до какой высоты нужно обрезать следующий пикет.
Нижняя часть, конечно, обрезана под 90, но у верхней есть эта арка, чтобы стыковаться. Это означает, что угол среза меняется, поэтому, когда я натягивал ленту, я читал левую и правую, а затем отмечал два измерения на моем материале, чтобы я мог соединить их с помощью прямой кромки и визуализировать необходимый разрез.
У этих ворот было много пикетов. Это означало, что это был трудоемкий процесс.Чтобы ускорить процесс, я установил две режущие станции, чтобы я мог держать свою отрезную пилу на истинных 90 и получать нижнюю резку, затем я использовал свой портвейн для получения угловой верхней резки. Вставляю пикет в мои SuperJaws, чтобы отрезать его, а также стачивать концы, если нужно немного снять.
Когда я добрался до середины пути, все действительно набрало скорость, потому что я смог взять пикеты, которые я уже вырезал, и использовать их, чтобы сделать двойник для зеркальной стороны. Это убило все измерения, я просто обращаю внимание на то, чтобы они были в правильном порядке.
После того, как все пикеты были разрезаны, я начал прикреплять их, сначала пройдя их и прикрепив на место. Я хотел, чтобы эти планки располагались по центру нижней направляющей, поэтому я взял распорку необходимой толщины и переместил ее под пикет.
На этом этапе важно было убедиться, что пикет не только прилегает ровно к этой нижней распорке, но и прижимается к распорке, определяя расстояние от следующего пикета. Чтобы все пикеты находились на одной линии, я использовал одну и ту же распорку для дна и перемещал ее от пикета к пикету.Я бы приклеил несколько снизу, затем повторил процесс, взяв с собой ту же прокладку, наверх.
Когда я добрался до конца ворот и убедился, что все выглядит красиво, ровно и равномерно, я вернулся через пикеты и приварил их. Собственно приваривал только лицевую сторону с лежащим воротом. Сделав это, я поднял ворота, используя SuperJaws, чтобы они не упали, затем сварил боковые стороны и заднюю часть. Было здорово увидеть ворота и возможность их обойти.По какой-то причине, когда он лежал на земле, он казался большим, но не 15 на 6 футов. Однако встал, действительно погрузился в то, насколько велики эти ворота.
Когда ворота были подняты вправо, я смог сварить то, что будет задней стороной рамы ворот. Это была сторона, лежащая напротив моего цеха, когда она была на земле. Annnnnd я также закрыл конец открытой квадратной трубки. Я сделал это, зажав какую-то плоскую поверхность и отрезав кусок, достаточно большой, чтобы поместиться внутри трубки.Я использовал магнит, чтобы удерживать его на месте, затем прикрепил, а затем приварил. Потом возвращаемся с кофемолкой, чтобы получилось красиво и гладко.
Я использую новый Lincoln 260 Power Mig для этого проекта, и мне очень нравится то, насколько быстро и просто можно изменить толщину материала. Несколько щелчков и поворот кнопки, и я могу перейти с 3/16 дюйма на размер 16.
И это! Готовые ворота. Это забавно, потому что, хотя это одна из самых больших вещей, которые я построил, мне потребовалось всего три дня, чтобы добраться так далеко.Один для сборки корпуса, два для разрезания пикетов и один прихват и сварка всего на месте. Так что, если у вас есть ворота в вашем списке дел, то не думайте, что создать их самостоятельно.
Далее была краска. Я позвонил Брэйну и Коди за помощью в этом вопросе, так как я хотел переместить ворота на крыльцо, чтобы сначала очистить. Поскольку эти ворота весят около 350 фунтов, они схватили трактор, несколько ремней и быстро заставили его двинуться. Я снова использовал свои Triton SuperJaws, чтобы стабилизировать его, и обнаружил, что у них на самом деле достаточно выброса в сторону, чтобы стоять на ногах и все еще цепляться за ворота….Так что это круто.
Я установил ворота на OSB и обрезал деревянные блоки, чтобы защитить крыльцо от краски. Перед тем, как покрасить, я хорошенько отмыл все это. Я наполнил ведро водой с мылом, затем с помощью щетки с жесткой щетиной прошелся по воротам и удалил всю окалину.
Это был неприятный шаг.
После того, как он был чистым, я дал ему высохнуть, а затем начал красить. Для этих ворот я использовал текстурированную черную аэрозольную краску Rust Oleum.Это защитная краска с эмалевой текстурой, быстросохнущая, предотвращающая ржавчину и подходящая для внутреннего и наружного применения. Хотя я выбрал черный, он бывает самых разных цветов. Вы не можете увидеть это на видео, но я не могу сказать достаточно о том, насколько мне нравится текстура этой краски.
Я начал с быстрой и легкой покраски ворот, рамы, затем перешел к пикетам. Метод, который, как мне показалось, работает лучше всего с точки зрения быстрого движения и красивого вида, — это начать снизу и встать, удерживая спусковой крючок.Как только вы войдете в канавку, становится легко поддерживать прямую линию стерилизации на одной линии с пикетом.